Возможна ли качественная сварка автомобиля своими руками в гараже?
К счастью для производителей (и к сожалению для автолюбителей) срок службы современных авто далек от идеала. Если каких-то 30-40 лет назад авто выпускались на десятилетия (у многих автовладельцев до сих пор в гаражах стоят Мерседесы 80-х и 90-х годов выпуска, которые пережили всё, что только возможно), то современные машины рассчитаны на срок службы от 5 до 10 лет максимум и требуют авторемонта.

И первым удар берет на себя не агрегат или подвеска, а кузов. Уже спустя 5-7 лет на иномарках (а на отечественных машинах спустя 3 года) начинаются появляться очаги коррозии. Если не исправить эту проблему сразу, то она начнет прогрессировать и кузов будет разрушаться прямо на глазах. В этой статье мы расскажем, как варить кузов своими руками и какое оборудование понадобится для автомобиля, чтобы выполнить ремонт более-менее качественно.
Содержание статьи
Какой сварочный аппарат выбрать
Сварочный аппарат для авто — это 50% вашей работы. От его правильного выбора зависит удобство эксплуатации и скорость работы. Мы предлагаем вам сравнить полуавтомат и обычный инвертор.
Начнем с полуавтоматов, поскольку зачастую именно их вы увидите на СТО или в частных автосервисах. Сварка полуавтоматом очень удобна, особенно в труднодоступных местах, а таких мест у кузова полно. Для работы с помощью полуавтомата вам понадобится проволока и защитный газ (чаще всего аргон или углекислый). Газ защищает шов от окисления и негативного влияния кислорода.

Какие достоинства есть у полуавтомата? Ну, во-первых, качество швов. Они могут быть различной ширины, но всегда очень аккуратные. Также вы можете регулировать подачу проволоки, подстраивая под свои навыки. Если у вас нет возможности варить с газом, то можно использовать специальную проволоку, состоящую из флюса.
Но, как и у любой сварочной технологии, здесь тоже есть свои минусы. Прежде всего, если вы решили использовать электроды для полуавтомата вместо газа, то будьте готовы к высокому ценнику. А если вы все же решили использовать газ, то к нему нужно докупить редуктор, с помощью которого нужно будет снижать давление. Плюс настройка редуктора требует сноровки.
Теперь поговорим про инверторы. Можно ли варить не полуавтоматом, а варить автомобиль инверторной сваркой? Конечно, можно варить. Это мы заявляем со всей ответственностью. Для работы вам понадобится сварочный аппарат и электроды.

Сначала о достоинствах. Инверторы бывают самыми разными, выбор действительно велик. Производители предлагают компактные бюджетные модели и профессиональные агрегаты. Также инверторы способны работать в условиях нестабильного напряжения сети. Еще разжечь дугу с помощью инвертора крайне просто. По этой причине даже для новичка не станет проблемой сварка инвертором автомобиля.
Теперь о недостатках. Вам придется искать в продаже очень толстые электроды (до 5 миллиметров в диаметре), а они встречаются нечасто и стоят недешево. Кроме того, если использовать такие электроды для сварки кузова, то шов получится далеко не идеальным.
Так какой же метод сварки выбрать? Можем сказать одно: если для вас важно качество и красота сварки, то однозначно выбирайте метод сварки автомобиля полуавтоматом. С таким сварочным аппаратом вы сможете выполнить работу очень достойно и при наличии навыков сделаете шов не хуже, чем в автосервисе. Ну а если красота машины стоит далеко не на первом месте, выбирайте инверторную сварку электродами.
Теперь вы знаете, как выбрать сварочный агрегат для работы с авто. Оцените все плюсы и минусы полуавтомата и инвертора, сделайте свой выбор.
Меры осторожности
Не думайте, что если варите в своем гараже, значит можно пренебрегать техникой безопасности. Любые сварочные работы вы должна проводить в специальной экипировке: одежде из плотного материала, маске и рукавицах. Это минимальный набор. Если предстоит сварка деталей в гараже с металлическим полом, то обувь должна быть резиновой.

Сварочный аппарат для сварки должен быть заземлен. Для ремонта автомобильного железа с помощью инветора вам надобится качественный держак. Некачественный просто не выдержит многократные зажимы и будет деформировать изоляцию.
Также ваш гараж должен проветриваться, а еще лучше, если у него будет принудительная вентиляция. Если не соблюдать это правило, в помещении могут скопиться газы и вы получите отравление.
Как варить кузов полуавтоматом
Мы выбрали именно полуавтомат, поскольку с его помощью швы получатся качественнее и долговечнее. В своей работе мы будем использовать сварочник от фирмы BlueWeld модель 4.135 (вы можете использоваться любой другой сварочный аппарат для авто). Также в нашем арсенале присадочная проволока диаметром в 1 миллиметр, наждачка, редуктор (с его помощью мы будем понижать давление), и баллон с газом (нам хватит баллона в 20 литров).
Сначала очищаем поверхность металла от ржавчины и загрязнений. Это можно делать вручную с помощью наждачки, но если у вас есть шлифовальная машинка, то используйте ее. Далее нужно плотно прижат детали друг другу. Для этого можете использовать любые зажимы, болты или даже временно соединить их саморезами. Теперь нужно к баллону с газом подключить наш редуктор. На фото ниже показано, как это делать.

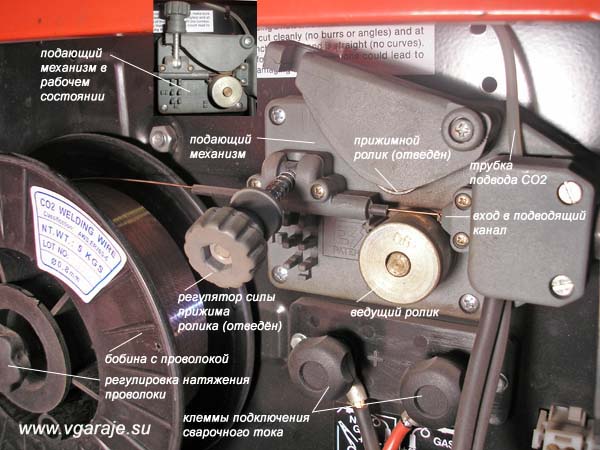
Далее нужно подать проволоку в сварочный аппарат и завести конец проволоки в механизм подачи. На фото ниже показан процесс подачи проволоки.

Теперь открутите сопло на горелке (мы делали это с помощью пассатижей), проденьте проволоку в отверстие и прикрутите обратно сопло.

Итак, все готово. Нужно настроить аппарат. Мы установили прямую полярность, поскольку у нас проволока медная. Если сварка автомобиля производится обычной проволокой, то установите обратную полярность.
Подключаем аппарат в розетку. Нажимаем на кнопку подачи проволоки, вместе с этим должна начаться подача газа. Начинаем формировать шов. Если шов короткий, то можно сделать его непрерывным. Если шов длинный, то сначала формируем «точки» в разных местах соединения. Потом делаем несколько коротких швов между точками. Должны остаться промежутки в 10 см между швами. Даем швам остыть. Теперь довариваем оставшиеся участки.
Обработка шва
Мы разобрались, что нужно для сварки автомобильного кузова. Но после выполнения работ нужно также обработать швы, чтобы они не стали причиной образования коррозии.
Эконом-вариант — покрытие шва автогерметиком. Для пущей экономии можно выбрать герметик однокомпонентный. Если внешний вид важен, можно герметик выровнять шпателем, отшлифовать и покрасить. Это самый бюджетный вариант.
Если вы из тех, кто считает, что сварочные работы автомобиля должны быть качественными (даже если выполняются своими руками в гараже), то можете использовать специальные консерванты, которые наносятся на швы с помощью пневматического распылителя.
Вместо заключения
Мы кратко рассказали вам, как варить кузов. Естественно, в рамках одной статьи невозможно описать абсолютно все нюансы, но с помощью наших рекомендаций вы сможете выполнить несложные сварочные работы на автомобиле. Если вы никогда не варили кузов, то потренируйтесь на куске металла. В ходе работ обязательно соблюдайте технику безопасности, используйте маску и перчатки.
Сварка кузова автомобиля полуавтоматом своими руками: технология и рекомендации
Подержанные машины при неправильном уходе покрываются коррозией. Иногда, если вовремя не устранить эту проблему, требуется полная замена отдельных частей кузова. При этом без сварочных работ не обойтись. А сварка кузова автомобиля своими руками требует навыков и хотя бы небольшого опыта.
Для сварных работ с автомобильным кузовом наиболее приемлемым вариантом является использование полуавтоматического сварочного аппарата. Это позволяет работать с любой толщиной материала: от 0,7 до 4 мм. В этот интервал укладываются как, например, более тонкие крылья, так и мощные лонжероны.
Способы соединения элементов при автомобильной сварке
Разные узлы и варианты ремонта машины с использованием сварочных работ предполагают отличающийся подход для сопряжения новых вставок со старым кузовом. Рассмотрим три основных способа установки металлических латок.
Стыковое сопряжение
Сварка кузова автомобиля полуавтоматом чаще всего проводится с помощью стыкового соединения. Таким способом не создаются дополнительные ненужные утолщения на корпусе.
Типы соединений
Перед работой с латкой можно снять фаски со сторон, которые планируется приваривать.
Если толщина листа до 2 мм, то можно обойтись без фасок. Такой способ сопряжения требует более кропотливой подгонки ввариваемой детали и подготовленного участка корпуса авто. Зазоры необходимо свести к минимуму, а в идеале нужно обойтись без них. Способ применяется обычно для лицевых наружных элементов.
При выполнении этой операции сварщик должен иметь достаточно высокую квалификацию.
Стыковая сварка
Работа проводится с применением сплошного точечного шва. Качественный результат не нуждается в трудоемкой рихтовке и длительной зачистке. Иногда хватает шпатлевки и затирки шва. Более толстые листы железа легче поддаются сварке, также они могут быть проварены сплошным точечным швом. Тонкий лист варить тяжелее.
Соединение внахлест
Такое соединение наиболее простое и поэтому получило большое распространение среди автомобильных сварщиков. Так, один из кусков металла накладывается на другой, при этом полностью перекрывается отверстие, которое надо залатать.
Нахлест при сварке
Метод подходит для сварки силовых конструкций: порогов, лонжеронов и т.д.
Сварные электрозаклепки
Такой способ является скорее разновидностью нахлестного соединения. При этом он схож с точечной сваркой. Его активно используют в автомобильной сварке. Например, он применяется для установки новых крыльев, усилительных накладок на каркас кузова.
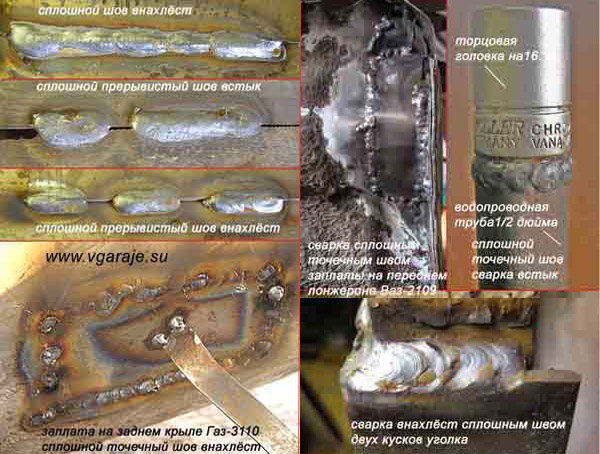
Типы сварных швов
Не смотря на способы сопряжений, в каждом случае технология сварки полуавтоматом предполагает использование различных типов швов. Есть три популярных варианта швов:
- сплошной;
- точечный;
- сплошной прерывистый.
Типы швов
Каждый из них может накладываться в любом из способов сопряжений, как при нахлестах, так и при стыковых соединениях.
Сплошной прерывистый
Такой шов представляет собой периодическое чередование сплошных участков и незалитых металлом разрывов. Интервалы свободные от заливки исполнитель подбирает самостоятельно. Это делается для того, чтобы не «потянуло» металл ввариваемого элемента или каркасную конструкцию на автомобиле.
В этом случае уменьшается перегрев листов, что способствует незменению прочностных физических свойств стального сплава, из которого выполнены сочетаемые части.
Сплошной
Может иметь вид непрерывного «залития» расплавленным металлом, а также выглядеть как большое количество точечных сварок, расположенных очень близко друг к другу. Такой способ практически не имеет применения в автомобильной конструкции. Хотя он может использоваться практически с любой толщиной металла.
Использование такого шва уменьшает «эластичность» всей конструкции. Также могут возникнуть усталостные трещины во время эксплуатации машины.
Точечный
Название говорит само за себя. Сварка полуавтоматом и присоединение листов метала проводится с помощью сварных точек, которые распределяются вдоль линии сопряжения через заданный интервал. Расстояние между такими точками задается из технологической необходимости и может быть от нескольких сантиметров до нескольких миллиметров.
Расположение шва
Проведение работ может происходить в разных плоскостях:
- горизонтально «сварка сверху»;
- горизонтально «сварка снизу»;
- вертикальный шов.
Наиболее удобным является вариант со сваркой «сверху». При таком положении шов заливается полностью, заполняя все пустоты и щели. Менее удобный вариант вертикальных работ. В этом случае необходимо следить за тем, чтобы металл не стекал по шву.
Самый трудный способ сварки предполагает «работу снизу».
При таком положении шов получается под сопрягающимися элементами и постоянно стремится вытечь вниз. Поэтому нужно иметь навык работы в таком положении, чтобы не ухудшить качество сварки.
Подготовка материала к сварке
До начала любых сварных работ, понадобится приготовить поверхности. Для этого проводится чистка от всех видов загрязнений:
- коррозионные следы;
- слои краски и грунтовки, включая транспортировочные;
- консервационные и защитные слои покрытий;
- все виды смазочных веществ.
Наличие таких веществ может снизить качество накладываемого шва или полностью препятствовать прохождению тока по цепи.
Также происходят другие негативные последствия:
- газ, который образуется при выжигании горючих остатков, может создать пористую некачественную структуру шва;
- такие газы могут «выдувать» металл из точки сварки, при этом получается дыра, а расплавленный металл, разбрызгиваясь, может привести к ожогам;
- загрязнения выделяют большое количество дыма, что может привести к отравлениям продуктами горения или стать причиной пожара.
Поверхности должны плотно прилегать между собой.
Безопасность при работе
Для этого используются различные зажимы и фиксаторы. Также допускается временные крепления болтами или саморезами.
Регулировка сварного тока
Для начинающих сварщиков, которые не работали с тонкими листами меньше 1 мм, желательно потренироваться не на рабочих поверхностях автомобиля, а провести экспериментальную сварку ненужных тонких кусков.
Нужно придерживаться техники безопасности при сварочных работах на автомобиле:
- в качестве экспериментальных листов не нужно брать оцинкованные экземпляры, так как пары получатся ядовитыми;
- нельзя вести работы на сильном сквозняке или ветру, так как из-за этого выдувается газ из сварочной зоны, что снизит качество работ или полностью сделает их невыполнимыми.
Величина сварочного тока находится в прямой зависимости от толщины металла. Для листов небольшой толщины понадобится установить ток в диапазоне 40-60 А.
Большинство регуляторов силы тока на полуавтоматах имеет не абсолютную градуировку, а относительную. Поэтому точный показатель тока необходимо будет проверить по инструкции.
Правильность выбранного тока покажет качество сварного шва. Разное напряжение в электрической сети влияет на выходные параметры устройства. Поэтому настройка аппарата проводится в большей степени путем экспериментального подбора положений регулировочных ручек.
Настройка регуляторов
Примером может послужить полуавтоматический аппарат Helvi Panther 132. На нем установлены три регулятора, влияющие на параметр тока. Два тумблера имеют лишь по два положения: «1» и «2» на первом, «мин» и «макс» на втором. Третий плавно регулирует подачу проволоки. И скорость, при которой подается проволока, зависит от величины тока. Это значит, что аппарат самостоятельно регулирует ток в зависимости от подачи проволоки.
Сварочный полуавтомат
В качестве примера можно дать настройки этого полуавтомата для разных толщин свариваемого металла. Тонкий лист хорошо «варился» на установках: «1», «макс», а плавная регулировка была на «7». Толстые листы лучше пробовать на установке: «2», «макс», «8».
При работе с полуавтоматом могут быть различные результаты сварки. В зависимости от силы тока можно получить такие итоги:
Результат сварки с разным током
Первый случай
Ток слишком мал, поэтому не происходит растекания металла по поверхности, а также деталь не прогревается, что ухудшает сопряжение. Получается отсутствие «провара». Понадобится увеличить ток.
Второй случай
Ток правильно отрегулирован, металл достаточно расплывается и заметен прогрев свариваемой детали. С обратной стороны листа заметна небольшая металлическая капля.
Третий случай
Четвертый случай
Существенное превышение допустимого тока до такой степени, что образуются сквозные прожоги. Требуется значительное снижение силы тока до появления небольшой капли без прожигания.
Возможные проблемы при эксплуатации сварочного полуавтомата
Не все работы проводятся в штатном режиме. Из-за ошибок в эксплуатации или неисправного оборудования могут возникать нештатные ситуации.
Неправильный выбор величины тока
Когда установлен слишком большой ток, то в металле образуются прожоги. Также может образоваться капля из расплавленной проволоки, которая выступает из медного наконечника. Если такая ситуация произошла, то дополнительная подача проволоки может привести к обрыву при выходе ее из подающего устройства.
Некачественная регулировка прижима в подающем механизме
Если блокируется проход проволоки через медный наконечник, то происходит ее поломка в подающем механизме. Это свидетельствует о слишком большом прижимном усилии. При правильной регулировке проволока проскальзывает, а не ломается. Это событие свидетельствует об обратном – прижимное усилие недостаточно фиксирует проволоку.
В таком случае может происходить «прихват» в наконечнике, и не иметь отношение к величине установленного тока.
Такие же результаты бывают при слишком медленной подаче проволоки.
Небольшой расход газа
В такой ситуации необходимо правильно отрегулировать на редукторе. Можно ориентироваться на примерный расход 8-10 литров в минуту при диаметре проволоки 0,8 мм. Хотя в инструкции по эксплуатации полуавтоматов предлагают ставить до 3 литров, но на практике этого недостаточно.
Интересное по теме:
загрузка…
Вконтакте
Одноклассники
Google+
Какой сваркой лучше варить кузов автомобиля, как заварить машину инвертором?
Углекислотный полуавтомат
Оптимальный вариант для восстановления целостности кузова. Принцип работы углекислотного полуавтомата – формирование шва происходит с помощью специальной проволоки, разогретой газовым соплом. Подача присадки — в полуавтоматическом или автоматическом режиме. Наличие газа в области обработки исключает негативное влияние воздушной среды.

Для выполнения работы нужно соблюдать такие рекомендации:
- Предварительная настойка полуавтомата. Режим зависит от толщины металла, его вида (сплава), марки проволоки, ширины и глубины шва.
- Если опыт сварки небольшой – нужно сделать несколько пробных швов на листах с характеристиками аналогичными кузовным компонентам.
- Соблюдение скорости движения. Раскаленная проволока должна наполнить шов равномерно.
- После проведения работ удаляем окалину и проверяем целостность конструкции.
Подобная методика актуальна для формирования герметичных швов. С помощью углекислотного полуавтомата можно сделать как точечное, так и шовное соединение. При смене газовой смеси на аргон, и применяя другой тип проволоки, появляется возможность сваривать цветные металлы.
Как сварить кузов с помощью инвертора
Использование инверторного сварочного аппарата для восстановления целостности кузовных элементов не рекомендуется. Но в некоторых случаях это единственный способ ремонта. Недостаток этого метода – высокая вероятность сквозного прожигания металла, разбрызгивание присадки, что может привести к повреждению лакокрасочного слоя.

Особенности сварки кузова инвертором:
- Работа на минимальных значениях сварочного тока. Ошибка – появление сквозных отверстий в металле.
- Для уменьшения нагрева стального листа рекомендуется поменять полярность. К металлу подключается клемма с отрицательным зарядом, к электроду – положительная.
- Использование струбцины, если на кузов устанавливаются «заплатки». Она обеспечит плотный прижим.
- Выбор направления сварки – расплавленный металл должен равномерно заполнять шов, что затруднительно при вертикальном или потолочном положении.
Для работы необходимо обеспечить стабильное напряжение в сети. Это делается с помощью специальных устройств. Альтернатива – эта функция есть в инверторе. О .

Аппарат для точечной сварки
Если герметичность шва не является главной задачей – можно использовать аппараты для точечной сварки. Но из-за специфики применения они не сильно распространены, как вышеописанные модели. Электроды располагаются по обе стороны листа, после подачи тока происходит расплавление материала и сварка.

Нюансы:
- невозможно проводить работы в труднодоступных местах;
- не целесообразно приобретать точечный сварочный аппарат для домашнего использования;
- требуется ток большой силы.
Это вариант актуален, если повреждения кузова находятся с краю и в наличии есть сварочный аппарат.
Независимо от выбранного метода устранения дефекта необходимо обеспечить безопасность проведения работ. Обязательно используется маска сварщица, перчатки.
В видеоматериале показан пример работ и рекомендации, какой сваркой лучше варить кузов автомобиля в зависимости от характера повреждения:

Очень часто, приобретая подержанный автомобиль, покупатели сталкиваются с различными проблемами состояния кузова. Перед сделкой необходимо уделить большое внимание даже самым незначительным нюансам, потому что они практически всегда оказывают сильнейшее влияние в будущем.
При покупке подержанной машины большинство людей уделяют должное внимание только техническим характеристикам, внешнему вида, количеству лошадиных сил и т.д. Но как не странно, кузов автомобиля практически не проверяют, а всего лишь бегло осматривают его с внешней части. Стоит сказать, что внутренняя часть кузова не всегда находится в таком же состоянии, как внешняя.
Большинство экспертов говорит нам о том, что практически все модели отечественного автомобильного производства исправно сохраняют первоначальное состояние кузова в течении десяти лет эксплуатации. Иномарки в этом плане выигрывают у наших машин, их кузов может «держать» заводское состояние в течение пятнадцати лет.

Области наиболее подверженные гниению, которые нуждаются в сварке
После истечения срока, который описан выше, кузов автомобиля чаще всего начинает гнить. Сначала это может никак не сказаться на характеристиках, однако со временем гниение может привести к тому, что автомобиль полностью сломается.
Если вы приобрели машину, возраст которой больше десяти-пятнадцати лет, вам нужно внимательно изучить ее кузов. Участки, пораженные гниению, необходимо ремонтировать как можно скорее. В идеале нужно менять кузов автомобиля капитально, однако не у всех на это есть средства.
Для ремонта прогнивших частей кузова используется не что иное, как сварка. С ее помощью можно без особых трудностей отремонтировать пораженную область. Итоговый результат нисколько не уступает в характеристиках заводскому состоянию кузова.

Чаще всего первыми начинают гнить такие детали автомобиля как двери, области под крыльями и бамперами. Эти места больше всего подвержены процессу загрязнения в процессе эксплуатации. Также двери во многом подвергаются гниению из-за человеческого фактора – водитель и пассажиры наступают на пороги грязной обувью и т.д. Помимо вышеперечисленных частей, гниению может подвергаться внутренняя область багажника, именно то место, в котором размещается запасное колесо. Дело в том, что большинство водителей кладут туда колесо, предварительно не очищая его.
Чаще всего полностью убрать обширные области гниения можно только с помощью капитального ремонта. В специализированных центрах для этого используется профессиональное оборудование. Этот процесс также затратный, в том случае если вы не располагаете необходимыми средствами, то вы вполне можете сварить нужное место самостоятельно. Однако перед тем как приступить к ремонту, нужно досконально понять, как выполнять сварочные работы, а также каким из многочисленных способов сварки всего варить кузов автомобиля.
Можно ли использовать инвертор для сварки автомобильного кузова?
Чаще всего сварка, в классическом понимании этого слова, выполняется с применением расходных материалов в виде электродов различного состава. С помощью данного вида сварки достаточно легко соединить что либо, процесс не требует большого количества денежных средств. Однако ремонтировать видимую часть кузова данным методом нежелательно, так как сварное соединение очень заметно и его эстетичность оставляет желать лучшего.
Области около в багажнике автомобиля, под крыльями и другие скрытые участки без проблем можно отремонтировать, используя для этого сварочный инвертор. В этом случае важно использовать оборудование небольшого размера, чтобы без проблем ремонтировать участки, к которым трудно подобраться.
При сварке чего-либо инвертором в обязательном порядке необходимо соблюдать все меры безопасности. Поэтому не стоит рисковать безопасностью процесса и пытаться сварить труднодоступную область. Стоит отметить, инвертор чаще сего применяется для громоздких деталей больших размеров.
На сегодняшний день для проведения ремонтных работ с кузовом автомобиля широко применяется как сварка инвертором, так и полуавтоматическими приборами.
Использование того или иного способа сварки имеет свои преимущества и недостатки. В любом случае для того чтобы работать со сварочными аппаратами необходимо обладать специфическими знаниями. Если же вы не имеет никакого опыта в данной отрасли, то весь процесс лучше всего доверить человеку с опытом за плечами. При выполнении сварных соединений большое внимание должно быть уделено уровню безопасности, также помещение должно быть хорошо освещено.
Сварки кузовом автомобиля инвертором
Во-первых, ремонт кузова с применением данного метода не занимает много времени. Профессиональный сварщик сможет выполнить все работы в кратчайшие сроки. К помощи инвертора в ремонте кузовов автомобилей обращались еще во времена существования Советского Союза. Большинство автомобильных сервисов с помощью сварки инвертором осуществляют крепеж различного дополнительного оборудования: багажная решетка на крыше, так называемый «кенгурятник», стойки под дополнительные осветительные приборы и т.д.

Сварка инвертором осуществляется с помощью создания тока высоких частот. Большинство бюджетных сварочных инверторных сварочных аппаратов довольно громоздкие. Но дорогостоящие модели могут иметь компактные размеры. Основным преимуществом сварки инвертором является то, что качество итогового сварного соединения практически не зависит от человеческого фактора. Научиться пользоваться инверторным сварочным оборудованием можно всего лишь за пару тройку часов. Однако ремонт автомобильного кузова с помощью сварки инвертором имеет несколько минусов:
- относительно других методов сварки, данный способ достаточно дорогой;
- с помощью данного оборудования просто невозможно создать шов в том случае, если толщина детали превышает отметку в три миллиметра;
- аппарат очень сильно чувствителен к грязи и пыли, в случае если что-либо попадает внутрь его корпуса, он выйдет их строя.
Большинство экспертов негативно отзываются о дешевых сварочных инверторов. Лучше всего приобрести модель подороже, но быть уверенным в ее качестве и долгом сроке эксплуатации. Также стоит отметить то, что инвертор может без особых проблем работать от источников питания с низким напряжением. Важно знать, что все ремонтные процессы, связанные со сваркой и не только нужно выполнять строго следую технике безопасности.
Ремонт кузова автомобиля с помощью полуавтоматической сварки
Кузова большинства советских автомобилей создавались очень не качественно. Спустя всего лишь десять лет активного использования кузов начинал гнить и ломаться. Советские модели были гораздо сильнее, чем другие подвержены данному процессу из-за того, что металл просто напросто неправильно окрашивался. Банально в целях экономии краска накладывалась сразу на металл, без выполнения предварительной грунтовки поверхности.

На сегодняшний день автомобилей окрашенных таких способом практически не существует, а те модели, которые были окрашены подобным образом, преобразились с помощью полуавтоматической сварки. Данный метод сварки идеально подходит для ремонта областей пораженных процессом гниения.
Для полуавтоматической сварки используется специальная проволока, она является расходным материалом и может быть создано их различных веществ. Ремонт автомобильного кузова с помощью данного метода на сегодняшний день является самым популярным в нашей стране, это обуславливается его универсальностью. С помощью полуавтоматической сварки можно соединить детали, толщина которых может достигать отметки в шесть миллиметров.
С помощью полуавтоматической сварки можно выполнить следующие манипуляции:
- создать соединения высокой прочности на лонжеронах;
- создать заплатки в областях, подверженных влиянию коррозии;
- выпрямить небольшие вмятины на кузове.

Аппарат полуавтоматической сварки работает с помощью углекислого газа. В процессе выполнения сваривания чего-либо он подается в рабочую область из специального баллона, который находится под давлением. С его помощью удается защитить обрабатываемую область от процесса окисления. Это достигается путем вытеснения кислорода влиянием на него углекислого газа.
Процесс ремонта данным методом подразумевает выполнения постепенного плавление металла. Сварочный агрегат имеет широкие возможности для настройки, вследствие чего шанс прожечь металл насквозь полностью сходит на нет.
Одно из главных преимуществ данного метода сварки является то, что его можно использовать на металлах любого типа. Также если произвести замену углекислого газа аргоном, сварщику откроется доступ для соединения изделий из цветных металлов и нержавеющей антикоррозийной стали. Для получения качественного итогового результата рекомендуется выполнять сварные соединения длиной не более двух сантиметров, интервал между ними должен принимать значение не менее пяти сантиметров. Перед непосредственным выполнением ремонта, область работ в обязательном порядке должна быть загрунтована.
Советы по ремонту автомобильного кузова с помощью сварки своими руками
Соединить детали из очень тонкого металла достаточно трудно. Для этого лучше воспользоваться услугами профессионала, так как самостоятельно вы, скорее всего, просто ухудшите качество металла.

Для начала нужно провести подробный осмотр кузова автомобиля, чтобы понять какие области нуждаются в ремонте. Также с помощью внимательного осмотра вы сможете понять, нужен ли вам капитальный ремонт или можно обойтись небольшим локальным.
Капитальный ремонт предполагает выполнение полномасштабных ремонтных работ, которые чаще всего связаны с заменой какой-либо детали кузова полностью. Если вы имеет все необходимое оборудование и опыт за плечами, вы без проблем сможете выполнить как локальный, так и капитальный ремонт кузова вашего автомобиля
К счастью для производителей (и к сожалению для автолюбителей) срок службы современных авто далек от идеала. Если каких-то 30-40 лет назад авто выпускались на десятилетия (у многих автовладельцев до сих пор в гаражах стоят Мерседесы 80-х и 90-х годов выпуска, которые пережили всё, что только возможно), то современные машины рассчитаны на срок службы от 5 до 10 лет максимум и требуют авторемонта.
И первым удар берет на себя не агрегат или подвеска, а кузов. Уже спустя 5-7 лет на иномарках (а на отечественных машинах спустя 3 года) начинаются появляться очаги коррозии. Если не исправить эту проблему сразу, то она начнет прогрессировать и кузов будет разрушаться прямо на глазах. В этой статье мы расскажем, как варить кузов своими руками и какое оборудование понадобится для автомобиля, чтобы выполнить ремонт более-менее качественно.
Какой сварочный аппарат выбрать
Сварочный аппарат для авто — это 50% вашей работы. От его правильного выбора зависит удобство эксплуатации и скорость работы. Мы предлагаем вам сравнить полуавтомат и обычный инвертор.
Начнем с полуавтоматов, поскольку зачастую именно их вы увидите на СТО или в частных автосервисах. Сварка полуавтоматом очень удобна, особенно в труднодоступных местах, а таких мест у кузова полно. Для работы с помощью полуавтомата вам понадобится проволока и защитный газ (чаще всего аргон или углекислый). Газ защищает шов от окисления и негативного влияния кислорода.
Какие достоинства есть у полуавтомата? Ну, во-первых, качество швов. Они могут быть различной ширины, но всегда очень аккуратные. Также вы можете регулировать подачу проволоки, подстраивая под свои навыки. Если у вас нет возможности варить с газом, то можно использовать специальную проволоку, состоящую из флюса.
Но, как и у любой сварочной технологии, здесь тоже есть свои минусы. Прежде всего, если вы решили использовать электроды для полуавтомата вместо газа, то будьте готовы к высокому ценнику. А если вы все же решили использовать газ, то к нему нужно докупить редуктор, с помощью которого нужно будет снижать давление. Плюс настройка редуктора требует сноровки.
Теперь поговорим про инверторы. Можно ли варить не полуавтоматом, а варить автомобиль инверторной сваркой? Конечно, можно варить. Это мы заявляем со всей ответственностью. Для работы вам понадобится сварочный аппарат и электроды.
Сначала о достоинствах. Инверторы бывают самыми разными, выбор действительно велик. Производители предлагают компактные бюджетные модели и профессиональные агрегаты. Также инверторы способны работать в условиях нестабильного напряжения сети. Еще разжечь дугу с помощью инвертора крайне просто. По этой причине даже для новичка не станет проблемой сварка инвертором автомобиля.
Теперь о недостатках. Вам придется искать в продаже очень толстые электроды (до 5 миллиметров в диаметре), а они встречаются нечасто и стоят недешево. Кроме того, если использовать такие электроды для сварки кузова, то шов получится далеко не идеальным.
Так какой же метод сварки выбрать? Можем сказать одно: если для вас важно качество и красота сварки, то однозначно выбирайте метод сварки автомобиля полуавтоматом. С таким сварочным аппаратом вы сможете выполнить работу очень достойно и при наличии навыков сделаете шов не хуже, чем в автосервисе. Ну а если красота машины стоит далеко не на первом месте, выбирайте инверторную сварку электродами.
Теперь вы знаете, как выбрать сварочный агрегат для работы с авто. Оцените все плюсы и минусы полуавтомата и инвертора, сделайте свой выбор.
Как варить кузов полуавтоматом
Мы выбрали именно полуавтомат, поскольку с его помощью швы получатся качественнее и долговечнее. В своей работе мы будем использовать сварочник от фирмы BlueWeld модель 4.135 (вы можете использоваться любой другой сварочный аппарат для авто). Также в нашем арсенале присадочная проволока диаметром в 1 миллиметр, наждачка, редуктор (с его помощью мы будем понижать давление), и баллон с газом (нам хватит баллона в 20 литров).
Сначала очищаем поверхность металла от ржавчины и загрязнений. Это можно делать вручную с помощью наждачки, но если у вас есть шлифовальная машинка, то используйте ее. Далее нужно плотно прижат детали друг другу. Для этого можете использовать любые зажимы, болты или даже временно соединить их саморезами. Теперь нужно к баллону с газом подключить наш редуктор. На фото ниже показано, как это делать.
Далее нужно подать проволоку в сварочный аппарат и завести конец проволоки в механизм подачи. На фото ниже показан процесс подачи проволоки.
Теперь открутите сопло на горелке (мы делали это с помощью пассатижей), проденьте проволоку в отверстие и прикрутите обратно сопло.
Итак, все готово. Нужно настроить аппарат. Мы установили прямую полярность, поскольку у нас проволока медная. Если сварка автомобиля производится обычной проволокой, то установите обратную полярность.
Подключаем аппарат в розетку. Нажимаем на кнопку подачи проволоки, вместе с этим должна начаться подача газа. Начинаем формировать шов. Если шов короткий, то можно сделать его непрерывным. Если шов длинный, то сначала формируем «точки» в разных местах соединения. Потом делаем несколько коротких швов между точками. Должны остаться промежутки в 10 см между швами. Даем швам остыть. Теперь довариваем оставшиеся участки.
Способы соединения элементов при автомобильной сварке
Разные узлы и варианты ремонта машины с использованием сварочных работ предполагают отличающийся подход для сопряжения новых вставок со старым кузовом. Рассмотрим три основных способа установки металлических латок.
Стыковое сопряжение
Сварка кузова автомобиля полуавтоматом чаще всего проводится с помощью стыкового соединения. Таким способом не создаются дополнительные ненужные утолщения на корпусе. Используется этот метод при вваривании заплаток или небольших вставок, не подвергающихся большому усилию на разрыв.

Типы соединений
Перед работой с латкой можно снять фаски со сторон, которые планируется приваривать.
Если толщина листа до 2 мм, то можно обойтись без фасок. Такой способ сопряжения требует более кропотливой подгонки ввариваемой детали и подготовленного участка корпуса авто. Зазоры необходимо свести к минимуму, а в идеале нужно обойтись без них. Способ применяется обычно для лицевых наружных элементов.
При выполнении этой операции сварщик должен иметь достаточно высокую квалификацию.

Стыковая сварка
Работа проводится с применением сплошного точечного шва. Качественный результат не нуждается в трудоемкой рихтовке и длительной зачистке. Иногда хватает шпатлевки и затирки шва. Более толстые листы железа легче поддаются сварке, также они могут быть проварены сплошным точечным швом. Тонкий лист варить тяжелее.
Соединение внахлест
Такое соединение наиболее простое и поэтому получило большое распространение среди автомобильных сварщиков. Так, один из кусков металла накладывается на другой, при этом полностью перекрывается отверстие, которое надо залатать.

Нахлест при сварке
Метод подходит для сварки силовых конструкций: порогов, лонжеронов и т.д.
Сварные электрозаклепки
Такой способ является скорее разновидностью нахлестного соединения. При этом он схож с точечной сваркой. Его активно используют в автомобильной сварке. Например, он применяется для установки новых крыльев, усилительных накладок на каркас кузова.
Типы сварных швов
Не смотря на способы сопряжений, в каждом случае технология сварки полуавтоматом предполагает использование различных типов швов. Есть три популярных варианта швов:
- сплошной;
- точечный;
- сплошной прерывистый.

Типы швов
Каждый из них может накладываться в любом из способов сопряжений, как при нахлестах, так и при стыковых соединениях.
Сплошной прерывистый
Такой шов представляет собой периодическое чередование сплошных участков и незалитых металлом разрывов. Интервалы свободные от заливки исполнитель подбирает самостоятельно. Это делается для того, чтобы не «потянуло» металл ввариваемого элемента или каркасную конструкцию на автомобиле.
В этом случае уменьшается перегрев листов, что способствует незменению прочностных физических свойств стального сплава, из которого выполнены сочетаемые части.
Сплошной
Может иметь вид непрерывного «залития» расплавленным металлом, а также выглядеть как большое количество точечных сварок, расположенных очень близко друг к другу. Такой способ практически не имеет применения в автомобильной конструкции. Хотя он может использоваться практически с любой толщиной металла.
Использование такого шва уменьшает «эластичность» всей конструкции. Также могут возникнуть усталостные трещины во время эксплуатации машины.
Точечный
Название говорит само за себя. Сварка полуавтоматом и присоединение листов метала проводится с помощью сварных точек, которые распределяются вдоль линии сопряжения через заданный интервал. Расстояние между такими точками задается из технологической необходимости и может быть от нескольких сантиметров до нескольких миллиметров.
Подготовка материала к сварке
До начала любых сварных работ, понадобится приготовить поверхности. Для этого проводится чистка от всех видов загрязнений:
- коррозионные следы;
- слои краски и грунтовки, включая транспортировочные;
- консервационные и защитные слои покрытий;
- все виды смазочных веществ.
Наличие таких веществ может снизить качество накладываемого шва или полностью препятствовать прохождению тока по цепи.
Также происходят другие негативные последствия:
- газ, который образуется при выжигании горючих остатков, может создать пористую некачественную структуру шва;
- такие газы могут «выдувать» металл из точки сварки, при этом получается дыра, а расплавленный металл, разбрызгиваясь, может привести к ожогам;
- загрязнения выделяют большое количество дыма, что может привести к отравлениям продуктами горения или стать причиной пожара.
Поверхности должны плотно прилегать между собой.

Безопасность при работе
Для этого используются различные зажимы и фиксаторы. Также допускается временные крепления болтами или саморезами.
Регулировка сварного тока
Для начинающих сварщиков, которые не работали с тонкими листами меньше 1 мм, желательно потренироваться не на рабочих поверхностях автомобиля, а провести экспериментальную сварку ненужных тонких кусков.
Нужно придерживаться техники безопасности при сварочных работах на автомобиле:
- в качестве экспериментальных листов не нужно брать оцинкованные экземпляры, так как пары получатся ядовитыми;
- нельзя вести работы на сильном сквозняке или ветру, так как из-за этого выдувается газ из сварочной зоны, что снизит качество работ или полностью сделает их невыполнимыми.
Величина сварочного тока находится в прямой зависимости от толщины металла. Для листов небольшой толщины понадобится установить ток в диапазоне 40-60 А.
Большинство регуляторов силы тока на полуавтоматах имеет не абсолютную градуировку, а относительную. Поэтому точный показатель тока необходимо будет проверить по инструкции.
Правильность выбранного тока покажет качество сварного шва. Разное напряжение в электрической сети влияет на выходные параметры устройства. Поэтому настройка аппарата проводится в большей степени путем экспериментального подбора положений регулировочных ручек.
Настройка регуляторов
Примером может послужить полуавтоматический аппарат Helvi Panther 132. На нем установлены три регулятора, влияющие на параметр тока. Два тумблера имеют лишь по два положения: «1» и «2» на первом, «мин» и «макс» на втором. Третий плавно регулирует подачу проволоки. И скорость, при которой подается проволока, зависит от величины тока. Это значит, что аппарат самостоятельно регулирует ток в зависимости от подачи проволоки.

Сварочный полуавтомат
В качестве примера можно дать настройки этого полуавтомата для разных толщин свариваемого металла. Тонкий лист хорошо «варился» на установках: «1», «макс», а плавная регулировка была на «7». Толстые листы лучше пробовать на установке: «2», «макс», «8».
При работе с полуавтоматом могут быть различные результаты сварки. В зависимости от силы тока можно получить такие итоги:

Результат сварки с разным током
Первый случай
Ток слишком мал, поэтому не происходит растекания металла по поверхности, а также деталь не прогревается, что ухудшает сопряжение. Получается отсутствие «провара». Понадобится увеличить ток.
Второй случай
Ток правильно отрегулирован, металл достаточно расплывается и заметен прогрев свариваемой детали. С обратной стороны листа заметна небольшая металлическая капля.
Третий случай
Ток больше допустимого значения. Расплавленная капля от проволоки слишком сильно «просела». На другой стороне явная крупная капля расплавленного металла.
Четвертый случай
Существенное превышение допустимого тока до такой степени, что образуются сквозные прожоги. Требуется значительное снижение силы тока до появления небольшой капли без прожигания.
Возможные проблемы при эксплуатации сварочного полуавтомата
Не все работы проводятся в штатном режиме. Из-за ошибок в эксплуатации или неисправного оборудования могут возникать нештатные ситуации.

Неправильный выбор величины тока
Когда установлен слишком большой ток, то в металле образуются прожоги. Также может образоваться капля из расплавленной проволоки, которая выступает из медного наконечника. Если такая ситуация произошла, то дополнительная подача проволоки может привести к обрыву при выходе ее из подающего устройства.
Некачественная регулировка прижима в подающем механизме
Если блокируется проход проволоки через медный наконечник, то происходит ее поломка в подающем механизме. Это свидетельствует о слишком большом прижимном усилии. При правильной регулировке проволока проскальзывает, а не ломается. Это событие свидетельствует об обратном – прижимное усилие недостаточно фиксирует проволоку.
В таком случае может происходить «прихват» в наконечнике, и не иметь отношение к величине установленного тока.
Такие же результаты бывают при слишком медленной подаче проволоки.
Небольшой расход газа
В такой ситуации необходимо правильно отрегулировать на редукторе. Можно ориентироваться на примерный расход 8-10 литров в минуту при диаметре проволоки 0,8 мм. Хотя в инструкции по эксплуатации полуавтоматов предлагают ставить до 3 литров, но на практике этого недостаточно.
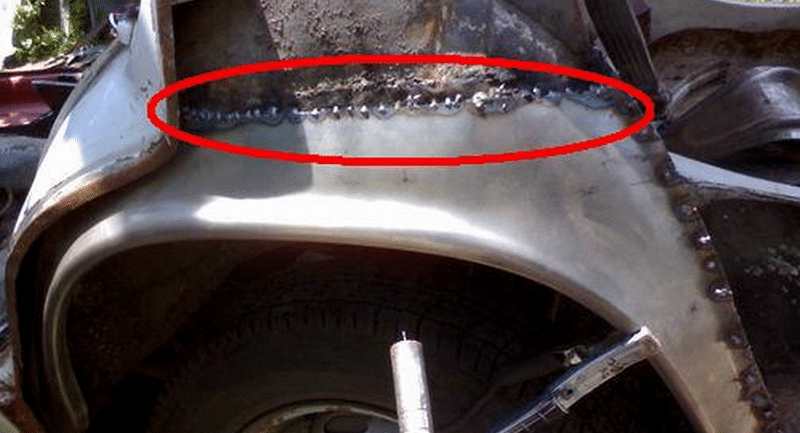
Кузов автомобиля с годами подвергается коррозии, особенно быстро он начинает ржаветь, если за ним не ухаживать, не делать антикоррозийное покрытие. Насколько скоро начинают покрываться ржавчиной кузовные детали, также во многом зависит от качества железа, заводской обработки, со временем автомобилю требуется ремонт днища, порогов, лонжеронов, колесных арок и так далее.

Проржавевшие пороги и гнилое днище – достаточно часто встречающаяся проблема на авто ВАЗ-2110, а так как подобная работа в автосервисе стоит достаточно дорого, многие автовладельцы стараются отремонтировать машину своими руками. Залатать дыры на кузове и привести авто в нормальный вид самостоятельно можно различными методами, есть бессварочные способы, но в основном все собственники машин стараются произвести ремонт с использованием сварки.
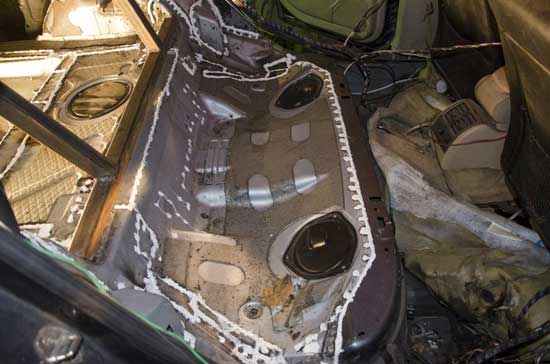
Ремонт днища ВАЗ-2110 без сварки
При любом кузовном ремонте в первую очередь необходимо произвести внешний осмотр железа, выявить и отметить для себя, какие участки находятся в плачевном состоянии, нуждаются в ремонте или замене. Состояние металла днища определяется разными способами:
- при помощи молотка и керна – если вы считаете, что на определенном участке присутствует ржавчина, необходимо несильно ударить по металлу, проверить, нет ли под антикоррозийным покрытием гнилого железа;
- попробовать поднять машину на домкрате с каждой стороны – если упорные площадки подгнили, при попытке поддомкратить авто это будет заметно;
- понажимать в разных местах на пол автомобиля – слабое, подгнившее железо будет прогибаться под ногами;
- попытаться передвигать взад-вперед передние кресла в салоне – проблематичное перемещение сидений также нередко говорит о плохом состоянии металла.

Любой ремонт порогов и днища бессварочным способом не является профессиональным, и мастерами считается только временной мерой, чтобы по-хорошему восстановить состояние кузова, без сварочного аппарата не обойтись. Ремонтируя днище без сварки, заплатки и новые кузовные элементы не вваривают, а устанавливают на заклепках или саморезах (болтах), подготовка и вся другая работа производится так же, как и при традиционном ремонте кузова с использованием сварочного аппарата.
Инструменты и материалы для ремонта днища автомобиля
Прежде чем приступать к восстановлению кузова традиционным способом (с использованием сварки), необходимо приготовить все самое необходимое, из инструментов вам понадобится:
- сварочный аппарат;
- болгарка;
- электродрель со сверлами;
- отвертки;
- молоток.
Для удаления старой шумоизоляции может потребоваться зубило, быстрее и эффективнее удалить «шумку» можно с помощью перфоратора. Для зачистки металла нужна наждачная бумага различной зернистости, для повышения производительности работ рекомендуется использовать зачистную машинку. Без материалов при ремонте днища также не обойтись, здесь многое зависит от объема восстановительных работ. Чаще всего приходится использовать:
- заплатки (куски нового железа) или готовые запасные части, например, лонжероны пола, панели, усилители порогов и т. д.;
- грунт;
- преобразователь ржавчины;
- антикоррозийные и шумоизоляционные материалы (можно использовать Мовиль, Тектил, битумную мастику, Dinitrol, Прим Антишум и проч.).
Так как тормозные, топливные трубки под днищем нередко основательно ржавеют, прикипают и не отворачиваются, во многих случаях они также требуют замены.

Замена днища целиком
При значительных повреждениях днище часто меняется целиком, замена в данном случае более выгодна, чем проведение ремонта:
- покупка одной большой целиковой детали в результате обходится дешевле, чем приобретение всех запчастей по отдельности;
- объем работы в целом по замене днища получается меньше, чем его ремонт;
- не нужно тратить время на тщательную зачистку металла от ржавчины, удаление старой шумоизоляции;
- заменить полностью днище можно достаточно просто, без сварки, высверлив заклепки, а затем установив новый крепеж.
Если вы собираетесь пользоваться сварочным автоматом, при замене пола кузова обязательно необходимо демонтировать топливный бак, несоблюдение техники безопасности может привести к возгоранию или даже взрыву. И хотя работа по замене цельного кузовного элемента с первого взгляда кажется достаточно простой, здесь есть некоторые нюансы – на новом фабричном днище нет шпилек, кронштейна под трос ручника, других крепежных элементов, которые необходимо будет переставлять со старого пола.

Сварка кузова автомобиля — стоимость сварочных работ аргоном
Сварка автомобиля аргоном активно применяется при ремонте кузова и деталей в техцентре «Сервис – Авто». Ее по праву можно назвать универсальной. Она позволяет надежно и аккуратно соединять различные типы металлов.
Наш автосервис осуществляет сложный кузовной ремонт, применяя сварочные работы с использованием аргона. Богатое техническое оснащение и высокий уровень подготовки наших специалистов позволит выполнить аккуратную и прочную сварку кузова в труднодоступных местах. Мы работаем с различными моделями легковых автомобилей.
Применение сварки аргоном
Сварка автомобиля аргоном позволяет ремонтировать детали из легированной стали, а также работать с цветными металлами, температура плавления которых является сравнительно низкой. К ним относится алюминиевые, титановые и медные элементы. Хотя для соединения подобных изделий применяется холодная сварка – метод без плавления металла – это, скорее, временная мера.
Основное отличие аргонной сварки автомобиля от электродугового типа заключается в применении инертного газа аргона.
При нагревании поверхность металла покрывается оксидной пленкой, которая негативно влияет на внешний вид детали и прочность шва, а также усложняет процесс соединения в целом. Аргон вытесняет кислород, обеспечивая прочность и аккуратность соединения. При этом используются вольфрамовые электроды, которые образуют дугу и подают газ.
Сварка кузова посредством аргона имеет ряд преимуществ:
- Надежность и аккуратность шва.
- Возможность соединения изделий из сплавов (например, ГБЦ автомобиля).
- Небольшая площадь нагрева, что предотвращает повреждения соседних участков.
- Высокая скорость.
Данная разновидность сварки кузова является наиболее эффективной для деталей из стали и цветных металлов, а ее стоимость существенно не отличается от электродугового типа.
Наши услуги
В нашем сервисе вы сможете заказать сварку аргоном для ремонта следующих элементов автомобиля:

- поддона картера,
- радиаторов и трубок кондиционеров,
- арок,
- элементов рамы и др.
Сварка автомобиля аргоном – это сложный технический процесс, где требуется аккуратность, знания и опыт.
Цена рассчитывается индивидуально, исходя из сложности услуги и характера повреждения. На нашем сайте представлен прайс-лист, где указаны расценки на основные работы. Чтобы узнать, сколько стоит сварка аргоном для вашего автомобиля, позвоните специалистам ООО «Техцентр Сервис-Авто». Наши контактные данные вы сможете найти в верхнем углу страницы.
Как видно, сварка аргоном является лучшим вариантом для кузовного ремонта, поскольку она эффективна, не требует много времени и дополнительных затрат. Наш сервис в Москве поможет быстро и надежно восстановить поврежденный автомобиль, используя качественные материалы и оборудование.
для ремонта и для кузовных работ, с дополнительными опциями; как выбрать, лучше инвертор или полуавтомат; модели и бренды
На данной странице вы найдете сведения по теме “для автомобиля”, а также ссылки на другие страницы нашего сайта, которые связаны с данной темой. Читайте подробную информацию ниже, чтобы узнать больше, переходите, пожалуйста, по интересующим вас ссылкам, в конце страницы дан список страниц с этой меткой.
При осуществлении сборки или ремонта автомобилей может использоваться газовое и электрическое сварочное оборудование. Здесь мы рассмотрим электрические сварочные аппараты для автомобилей.
 При создании новых или ремонте (текущем, аварийном и т. п.) автомобилей электрическое сварочное оборудование применяется для работ с металлическими деталями. В процессе сварки обработке подлежат детали из металла разной толщины и с разной доступностью к месту монтажа. Поэтому, сварочные аппараты для автомобилей делятся на две большие группы:
При создании новых или ремонте (текущем, аварийном и т. п.) автомобилей электрическое сварочное оборудование применяется для работ с металлическими деталями. В процессе сварки обработке подлежат детали из металла разной толщины и с разной доступностью к месту монтажа. Поэтому, сварочные аппараты для автомобилей делятся на две большие группы:
- оборудование для заводской сборки новых автомобилей;
- оборудование для ремонта и модернизации бывшей в употреблении автотехники.
Функции, операции выполняемые сварочником для авто
Ремонт с использованием сварочника включает в себя не только сварочные (сборочные и демонтажные) работы, но и другие операции, например, рихтовку.
Во-первых, в процессе этой операции деформированные части кузова автомобиля вытягиваются при помощи специальной оснастки. Для её крепления к поверхности к ключевым точкам вмятины привариваются шайбы. За них, впоследствии, будут зацепляться крюк тали или наконечник обратного молотка.

Сварочник AIRLINE AJS-W-03 с ПЗУ и кабелями. Фото 220Вольт
Во-вторых, сварочник, часто, используется для нагрева толстых деталей (например, узлов кузова у грузовых автомашин, лонжеронов — у легковых) для дальнейшей их деформации.
Кроме того, ремонтные сварочники часто имеют дополнительные опции. Очень распространены, например, конструкции, предусматривающие оснащение сварочника зарядно-пусковым устройством. Это устройство предназначено для:
- обслуживания стартёрных аккумуляторных батарей автомобиля;
- пуска двигателя автомашины при разряженном аккумуляторе.
Малогабаритные аккумуляторные сварочные инверторы позволяют произвести срочный ремонт автомобиля прямо на месте (на удалённом шоссе). Запаса электрической ёмкости одного комплекта источника электропитания хватит на несложный сварочный ремонт, и большегрузный автомобиль сможет продолжить движение, не меняя маршрут. При необходимости ремонтная бригада может взять с собой запасные аккумуляторные батареи.
Для кузова, для выполнения кузовных работ
Сварочные аппараты для кузовных работ выполняют операции по специальной технологии. Она предусматривает целый ряд процессов, которые направлены не только на сохранение структурных свойств металла, но и его защиту.

Контактная точечная сварка
Сборка, в большинстве случаев, выполняется методом контактной сварки. Операция осуществляется посредством разогрева соединяемых деталей в отдельных точках. Повышение температуры происходит за счёт пропускания большого тока через малое поперечное сечение этих точек контакта.
Они разогреваются до необходимой температуры и соединяются. Основная масса металла соединяемых деталей, при этом, не нагревается и его структурные свойства не меняются. После монтажа места сварки проходят антикоррозионную химическую обработку и изолируются герметиком для автомобильного кузова.

Аппарат контактной сварки
Не опасна сварка только для алюминия. Связано это с тем, что этот металл не подвержен коррозии. Поэтому, многие новые модели автомобилей комплектуются деталями из алюминия (например: капот, крылья и т. п.). Сварка деталей, изготовленных из алюминия, производится специальными электродами в среде аргона.

Аппарат для аргонодуговой сварки Lorch HandyTIG 180 DC. Фото Сварочные Технологии
Сварочные аппараты для кузовных автомобильных работ методом точечной сварки подразделяются на одноточечные и многоточечные автоматы. Среди одноточечных очень популярен МТНЧ-250. При необходимости использования многоточечного, применяется МТИП-600. Скорость сварки 8000…19200 точек в час. Она зависит от толщины металла и конфигурации обрабатываемых поверхностей: например, днище — быстрее, а лонжероны — медленнее.
Для ремонта
Если ремонт связан с кузовными работами (замена крыльев, крыши, фрагментов дверей и т. п.), то применяются одноточечные сварочные автоматы. Такое оборудование описано выше.
Для проведения других видов сварочных работ (сборка, рихтовка и т. п.) применяются полуавтоматические сварочные аппараты. Сварка производится подающейся автоматически проволокой. При этом применяется защитный (от воздуха атмосферы) газ. Существуют два вида сварки:
- в атмосфере активного газа (углекислого). Сварка имеет обозначение МАГ;
- в атмосфере инертного газа (аргона). Обозначается МИГ.

Сварочный инверторный аппарат Ресанта САИПА 200. Фото
Сварка в атмосфере инертного газа имеет значительно более высокие характеристики, но стоимость аргона существенно выше стоимости углекислого газа. Поэтому, сварку МИГ применяют для работ с цветными металлами, алюминием и нержавеющей сталью, а МАГ — для сварки черных металлов.
При выполнении ремонтных сварочных работ автомобиля часто применяют сварочный инверторный аппарат «Ресанта САИПА-200». В сварочнике используются технологии IGBT, что позволяет производить сварку MIG/MAG с применением проволоки в газовой среде: углекислой или аргоне и их смеси. Кроме того, он имеет дополнительные опции:
- защита от перегрева, что значительно увеличивает его надёжность;
- имеются синхронизированные регулировки величины сварочного тока и скорости подачи проволоки, что повышает производительность труда.
Сварочные аппараты для автомобилей с дополнительными опциями
Многие модели сварочников, которые используются для ремонта автомобилей, имеют дополнительные опции:
- Обслуживание (зарядка, снятие сульфатации с пластин и т. п.) стартёрных аккумуляторных батарей транспортного средства. Это позволяет использовать сварочник в перерыве между сеансами сварки для дополнительных работ по обслуживанию автомобиля и способствует повышению рентабельности мастерской;
- Пуск двигателя автомашины в холодную погоду при разряженной аккумуляторной батарее. Опция расширяет возможности сварочника. Особенно это ценно в районах с суровым климатом.

Сварочный аппарат + Пуско-зарядное устройство (3в1) AIRLINE AJS-W-03. Фото 220Вольт
Большой популярностью пользуется инверторный сварочник «AIRLINE AJS-W-03». Он осуществляет электродную электросварку. Кроме того, является пуско-зарядным устройством, осуществляющим зарядку аккумуляторных батарей с напряжением 12 В и 24 В и пуск двигателя автомобиля в неблагоприятных климатических условиях.
Аккумуляторные сварочные аппараты
Сварочные аппараты, как правило, «привязаны» к источнику электропитания: стационарная электросеть или мобильный электрогенератор. Аккумуляторные сварочные аппараты значительно повышают мобильность сварщика.

Источником питания сварочного аппарата «MicroStick 160» является аккумуляторный блок «Mobilepower 1». При помощи этого аккумулятора возможно без подзарядки использовать:
- 21 электрод диаметром 2,5 мм.;
- 9 электродов диаметром 3,2 мм.
Его небольшая масса 4,9 кг. (масса аккумуляторной батареи 6 кг.) и приспособление для переноски позволяют сварщику самостоятельно перенести его на рабочий объект. Мобильные авторемонтные бригады зачастую оснащаются подобными малогабаритными сварочными аппаратами. Это позволяет им выезжать на легковой машине для выполнения любых неотложных сварочных работ прямо где-нибудь на трассе.
Как выбрать аппарат (инвертор), какие лучше
При выборе сварочного аппарата, важно определиться, какие работы будут проводиться с автомобилем. Основную долю проблем приходится решать с кузовом, который несет на себе защитные функции. Кроме всего прочего он отвечает за внешний вид транспортного средства. В абсолютном большинстве материалом кузова является тонколистовая хорошо штампуемая сталь.
В меньшей степени ремонтируются с применением сварочной технологии другие узлы и детали автомобиля. Они могут быть разнообразной формы и изготовлены из легированной стали, чугуна, алюминиевых сплавов и других материалов.

Сварочный инвертор Minarc Evo 180.Фото 220Вольт
Характер выполняемых работ зависит от рабочего пространства в котором они выполняются. Размеры сварочного оборудования будут изменяться, где — в условиях гаража или СТО производится ремонт.
При проведении ремонта самим хозяином автомобиля важно учитывать, что большинство из них являются начинающими сварщиками. Здесь лучшим вариантом будет применение инверторных источников питания. Начинающие без проблем могут запустить дугу и поддерживать ее стабильное состояние.
Для кузовных работ
Как отмечалось, к сварочному шву при кузовных работах предъявляются повышенные требования. Особенно если он находится на видном месте. Эти работы выполняются как инверторами, так и полуавтоматами.
Полуавтомат
Наиболее приемлемым в достижении положительного результата будет применение сварочных полуавтоматов. На протяжении всей длины сварочного шва сохраняется одинаковое расстояние между ним и соплом подачи проволоки. Шов получается ровный и не выделяющийся на поверхности кузова.

Сварочный полуавтомат Fubag TSMIG 150. Фото 220Вольт
Применение инертного газа не дает образовываться шлаку и позволяет сразу приступать к покрытию. Тонкая сварочная проволока и минимальный сварочный ток дают возможность эффективно работать с самыми малыми толщинами кузовного материала.
При выполнении длинных кузовных швов с очень тонкой толщиной металла, применяется опция импульсной сварки. Программа подает ток и проволоку через промежутки времени, тем самым не допуская перегрева свариваемых листов. Получается ровная, без короблений поверхность.
Инвертор
Сварка инвертором производится с помощью специальных электродов, достаточно большого для листового металла диаметра. Шов получается более толстым, тем самым становится более заметным на поверхности кузова.

Инвертор Сварог ARC 165.
Металл в зоне сварки может сильно нагреваться и вызывать термическую деформацию. Поэтому сварку кузова с помощью инвертора лучше выполнять в местах скрытых от человеческого глаза.
Для ремонта
Ремонт автомобиля включает в себя огромное количество вариантов применяемых технологий. В некоторых из них наилучшим образом проявляет себя использование, как полуавтоматов, так и инверторов.
Полуавтомат
Полуавтомат должен обладать универсальными возможностями. Возможность применения разной по диаметру проволоки, большой диапазон силы тока, водяное охлаждение газовой горелки позволяют сваривать различный по толщине металл.

Сварочный полуавтомат Blue Weld MEGAMIG 500S. Фото ВсеИнструменты.ру
Применение защитного инертного газа сделает доступным ремонт деталей из жаропрочных и коррозионностойких сталей, сплавов алюминия и других. Для расширения функциональности предусматривается организация отдельного разъема выполнения ручной дуговой сварки.
Инвертор
Работа аппарата на высоких частотах тока, делает конструкцию устройства относительно небольших габаритов. А если он снабжен аккумуляторной батареей, то создаются все условия для его мобильного применения. Ремонт автомобиля с помощью инвертора может быть доступен даже в полевых условиях, там где нет электричества.
Сварочный инвертор QUATTRO ELEMENTI Ergus B 201. Фото 220Вольт
Большим недостатком в эксплуатации инверторов является отсутствие в России системы ремонта. Диагностировать неполадку, а тем более заменить вышедшую из строя деталь, если и удастся, то через очень длительное время.
С функцией зарядного устройства
Любой автомобилист сталкивался с проблемой севшего аккумулятора. Многие решали этот вопрос с помощью специально предназначенного для этой цели зарядного устройства. Однако его принцип действия схож с работой сварочного аппарата. Следует лишь обеспечить необходимые для зарядки выходные параметры — силу тока и напряжение.

ПЗУ. Кабели.
Возможность плавного регулирования этих характеристик с помощью электронных схем на инверторных сварочных аппаратах, позволило создать устройство, выполняющее обе функции. Если сварочный инвертор имеет на выходе напряжение около 50 Вольт, то его нужно дополнить понижающим трансформатором напряжения до 12 Вольт. Регулировка тока присутствует в конструкции всех инверторов. Такие сварочные аппараты предлагаются рынком.
Сварка кузова автомобиля: виды, описание, технология
Машина – целый комплекс разных механизмов, заключенных в металлический корпус. Именно он встречает нагрузки от природного воздействия, пытаясь защитить важные узлы, элементы, каждый винтик большого механизма. Дорожный путь для корпуса простым назвать сложно, он сопряжен с постоянным риском: помимо ливней, снегопадов, града, приходится противостоять ударам летящих с дорожного полотна камней. При столкновении с другим средством передвижения корпус неминуемо страдает, подвергаясь деформации, лишаясь презентабельного вида, задуманного производителем. Частицы грязи, соли, влаги ведут к коррозии металла, появлению трещин, потере лакокрасочного покрытия. Наибольший процент износа, деформация, коррозия приходятся на днище транспорта. Водитель вынужден задумываться о ремонте, который дешевым не назовешь. Часто требуется сварка кузова автомобиля
Сварка и принципы ее грамотного проведения

Независимо от типа ремонта, будь то сварка кузова автомобиля полуавтоматом или точечная, процесс не является легко выполнимым. Напротив, он достаточно трудоемок. Секрет успеха мастеров лежит в хорошем материально-техническом оснащении СТО, качественном оборудовании, изготовленном для профессиональных целей. Имеют значение опыт, мастерство профессионалов, квалификация. Все указанные выше факторы в совокупности выступают определяющими компонентами, дающими положительный результат: шов получается тонким, прочным, точным. Предъявляются повышенные требования к помещению.
Где должна проводиться работа?

В помещении обязательно наличие электрической сети, розеток с нужными техническими параметрами, подходящими для сварочно-монтажных работ с определенными показателями частоты тока, напряжения. Самостоятельно сварить можно только небольшие повреждения, при этом работу нужно проводить с особой осторожностью и строжайшим соблюдением правил безопасности. В условиях сервисов пожарные службы проверят наличие пожарного щита, обменной вентиляции. Полы должны быть выполнены из негорючих покрытий, как и стены сварочного поста. Выдвигаются требования к квадратным метрам: нормативные параметры площади составляют не менее 10 кв. м. с проходами шириной не меньше 0,8 м.
Тонкости сварочного шва
Специальное оборудование для сварки от надежного производителя позволит получить работу высокого качества. Каковы критерии, важные для мастера?
- Тип шва подбирается, исходя из особенностей возникшего дефекта.
- Выбирается вид работ в зависимости от характеристики металла.
- Индивидуальные особенности авто диктуют выбор сварочной методики. Она может быть газовой, ручной, дуговой, полуавтоматической, прогрессивной лазерной.
В ходе одного ремонта могут использоваться разные методы. Объясняется это тем, что возможная сила воздействия на элементы корпуса разнится в зависимости от их расположения. Проведение своевременной диагностики в сервисе способствует раннему распознаванию дефектов, их устранению, сохранности внутреннего содержимого машины. Иногда отличного результата позволяет добиться сочетание ремонта кузова автомобиля без сварки и сварочных манипуляций. Это помогает избежать больших денежных трат.
Секреты выбора сварки

Кузовной ремонт, сварку можно доверить только специалистам, умеющим оптимально подобрать способ работ, аппарат, подходящий для каждого конкретного случая. Они принимают во внимание в первую очередь состав корпуса.
Какие виды сварки применяют специалисты?
О многообразии сварочного ремонта

Какой сваркой варят кузов автомобиля в каждом конкретном случае, определяет только автоэксперт-ремонтник. Используется несколько способов получения швов.
- Может быть выбран ручной дуговой вариант с обращением к многопостовому выпрямителю ВДМ-1202.
- Эффективностью характеризуется газовая сварка кузова, производимая с помощью горелки в ацетилено-кислородном пламени.
- Основным элементом в полуавтоматической сварке выступает баллон, наполненный углекислым газом с проволокой до 0,8 мм в диаметре. Можно в этом случае пользоваться порошковой проволокой.
В случае необходимости ремонта картера, трубок кондиционерных конструкций, радиаторов пригодится аргоновая сварка, способная эффективно работать с алюминием, легированной сталью, титаном. Она помогает избежать окислов от кислорода, присутствующего в воздухе. Благодаря этому выдерживается нужный слой проплавления, что ценно в работе с ограниченным доступом к деталям. Металл нагревается мало, увеличенная тепловая мощность дуги обеспечивает повышенную скорость работы. Минус в том, что на открытом воздухе использовать ее очень проблематично, мешает солнечное излучение. Также невозможно применить высокоамперную дугу ввиду необходимости охлаждения. Как выход для защиты металла от влияния влаги из окружающего воздуха можно использовать аргон с добавкой кислорода. Сварка кузова автомобиля электродами имеет ограниченное применение, поскольку получающиеся швы на видимых поверхностях имеют неэстетичный вид.
5 плюсов и особенности сварочного инвертора

Для выполнения ремонтных работ с бампером применяется сварка кузова автомобиля инвертором. Высокочастотный электроток нужен при желании клиента разместить противотуманные огни на крыше автотранспорта. Главное достоинство подобной тактики автомехаников – обеспечение высокой скорости получения результата. Шов получается надежным даже на металле толщиной более 3 мм. Инверторы по стоимости обходятся дороже стандартных моделей, но цена их оправдана. Контроль сварки осуществляется гораздо проще благодаря сложному химическому устройству прибора. Можно выделить преимущества работы с данным аппаратом для сварки кузова автомобиля.
- Удобство эксплуатации.
- Компактные габариты.
- Обучение работе на нем протекает быстрее.
- Возможность работать от обычной розетки, с разными металлами, не вызывая риска воспламенения проводки в доме.
- Шов будет красивым, надежным.
Единственное требование – сухое, чистое помещение. Процедура не терпит попадания пыли, грязи в корпус, иначе это негативно отразится на качестве шва. Какие еще виды сварок популярны?
Ликбез по «полуавтомату»

К полуавтоматическому методу обращаются при необходимости починить днище. Данный способ помогает сделать правильно заплатки на участках, пораженных ржавчиной. Средство это универсальное, проводят работу при помощи специальной проволоки, соединяя листы до 6 мм толщиной. За что эксперты ценят эту сварку?
- Вредные вещества в процессе не выделяются.
- Возможность получить качественные соединения на лонжеронах, восстановить вмятины.
- Отличный результат при косметическом ремонте кузова. Действие кислорода в месте контакта исключено. Пристальный контроль оператора не дает железу плавиться.
Как выбирать сварочный агрегат?

Ремонтники склоняются к мнению, что полуавтоматический вариант – самый верный. Приспособление дает возможность получить аккуратный во всех смыслах шов, используется для металлов разной толщины, состава. Полуавтомат применяется для сварки цветных металлов. Выбирается аппарат с учетом электропитания, мощности устройства, регулировки скорости подачи проволоки, объема баллонов. По источникам питания аппараты бывают инверторного типа или трансформаторного. Первые намного легче, компактнее и удобнее в эксплуатации. «Трансформаторы» оправданы в тех случаях, когда изделие не нужно перемещать. В некоторых ситуациях целесообразно воспользоваться дуговым аппаратом.
Достоинства дуговой сварки
Дилетантству в данном вопросе нет места. На качество ремонта оказывает влияние подготовленность рабочего, особенно при необходимости синхронизировать тонкослойные материалы. Среди преимуществ можно отметить достаточно низкую цену на расходники, маленькую зону нагрева, можно автоматизировать процедуру. Прибор помогает полностью закрыть насквозь проржавевшие поверхности, используя при этом любой металл. Многообразие электродов позволяет применять в сварке разные стальные составы: углеродистые или легирующие. Применение прогрессивных технологий и мастерство сварщика играют главенствующую роль при работе данным методом.
Особенность сварки кузова автомобиля своими руками сводится к соблюдению мер безопасности, проверке исправности электросети. Для гаражного ремонта наиболее оптимальным вариантом станет аппарат, работающий на углекислом газе. Это универсальный агрегат, доступный для непрофессионального применения. Проволочная техника участвует и здесь. Сварщик более свободно по сравнению с другими способами контролирует процесс.
Углекислотная сварка иной раз эффективнее газовой, осуществляется с высокой скоростью ввиду быстрого расплавления проволоки. Варить можно в любом пространстве, позволяя произвести ремонт труднодоступных участков. Данным методом можно выполнить большой объем работы. В этом деле не требуется смена электродов, зачистка сварной поверхности от корки из шлаков. Это незаменимый инструмент при необходимости заделать множество мелких трещин. Он широко используется на промышленных предприятиях. Углекислотный газ стал выгодной альтернативой аргону, давая возможность выполнить работу красиво и качественно.
Сварка кузовных деталей | Кузов автомобиля
Многие повреждения кузовов устраняют, используя газовую, ручную электродуговую, полуавтоматическую электродуговую в среде защитного углекислого газа, контактно-точечную и аргонно-дуговую сварку.
Газовая сварка применяется при ремонте кузовов для выполнения прихваток, нанесения латунных припоев в местах концентрации напряжений и ряда других операций. Недостатки газовой сварки – значительные коробления свариваемых деталей, их перегрев и трудоемкость доводки поверхности.
При газовой сварке используется газовая горелка, в которой смешиваются в определенных пропорциях кислород и ацетилен, давая при воспламенении пламя высокой температуры. Оба газа поступают по шлангам от газовых баллонов через редукторы, снижающие давление. Инжекторная горелка работает следующим образом. При открытии вентиля 9 для зажигания пламени кислород под давлением 50 …400 кПа (в зависимости от типа горелки) через трубку 3 и осевой канал инжектора с большой скоростью подается в смесительную камеру, создавая разряжение в канале. Благодаря этому горючее, поступающее к ниппелю под относительно малым давлением, подсасывается (инжектируется) в корпус горелки и далее, проходя снаружи инжектора, попадает в смесительную камеру. Образовавшаяся в смесительной камере горючая смесь, состав которой регулируют вентилями, выходит из горелки через мундштук и поджигается.

Рис. Газовая горелка:
1 – ниппель подачи кислорода; 2 – ниппель подачи горючего; 3 – трубка; 4 – корпус горелки; 5 – наконечник; 6 – мундштук; 7 – смесительная камера; 8 – инжектор; 9 – кислородный вентиль
Пламя направляется на свариваемый участок. когда металл плавится, к нему подносится стальной пруток, конец которого также расплавляется. С помощью прутка достигается необходимая толщина соединения в месте сварки. В процессе сварки газовую горелку передвигают вдоль обрабатываемой поверхности и одновременно подают пруток. Горелку располагают под наклоном вдоль оси сварного шва таким образом, чтобы пламя было направлено влево. Конец пламени удерживают на расстоянии около 1 мм от поверхности расплавленного металла. Перемещая горелку справа налево, наконечник наклоняют в сторону выполненного сварного шва, а струей пламени прогревают линию сварки. Сварку выполняют сплошным или точечным швом. Сварку точечным швом используют в качестве предварительной операции, предназначенной для прихватки двух соединяемых кромок.

Рис. Положение сопла горелки относительно сварного шва
Ручная электродуговая сварка широкого применения при ремонте кузовов легковых автомобилей не находит, так как получить качественный сварной шов при соединении стальных листов толщиной 0,7…1,0 мм не представляется возможным. Однако для некоторых силовых элементов основания кузова с толщиной металла более 1 мм этот вид сварки может использоваться.
Электродуговая сварка более доступна из-за простоты процесса и оборудования и дешевле газовой. Кроме того, она вызывает незначительные коробления свариваемого металла, причем только в зоне сварного шва.
Качество сварного шва определяется диаметром электрода и силой тока, которые выбирают в зависимости от толщины соединяемых деталей. Перед сваркой кромки соединяемых деталей тщательно подгоняют друг к другу, а затем детали прихватывают вдоль шва. Силу тока для прихватки принимают несколько большую, чем для непрерывной сварки.
После зажигания дуги регулируют силу тока короткого замыкания, пока она не станет на 15…20 % больше требуемой силы рабочего тока. В процессе сварки поддерживают по возможности короткую дугу, устанавливая электрод под углом 10…15° к вертикали и продвигаясь вдоль шва без колебаний. Сварку, как правило, ведут слева направо.
При сварке металл электрода подается к свариваемой детали каплями, которые легче присоединяются к положительному полюсу, поэтому сварку производят на обратной полярности, т. е. электрод присоединяют к отрицательному полюсу. При этом исключено прожигание металла и выше качество сварного соединения благодаря более устойчивой дуге.
Полуавтоматическая электродуговая сварка в среде защитного углекислого газа получила наибольшее распространение при ремонте кузовов легковых автомобилей. Основные преимущества этого вида сварки:
- зона нагрева узкая, в связи с чем свариваемые детали не подвергается значительным тепловым деформациям
- не требуется тепловой изоляции околосварочной зоны
- лакокрасочное и противокоррозионное покрытия разрушаются в меньшей степени, снижается опасность их воспламенения
- улучшаются механические характеристики сварных швов (прочность, ударная вязкость) при соединении деталей
При этом виде сварки в зону дуги подают защитный газ 3, струя которого, обтекая электрическую дугу в зоне сварки, подается в зону сварки через отверстие мундштука 2 и предохраняет металл 5 от воздействия атмосферного воздуха, окисления и азотирования.

Рис. Схема сварки в углекислом газе:
1 – электрод; 2 – мундштук; 3 – защитный газ; 4 – электрическая дуга; 5 – наплавленный металл; 6 – деталь
В качестве защитного газа используют химически неактивные (инертные) газы – аргон, гелий или их смеси (способ MIG) либо активные газы – СО2 и различные газовые смеси, оказывающие химическое воздействие на расплавленный металл в зоне сварки (способ MAG). Способ MAG предназначен для сварки малолегированных и углеродистых сталей и благодаря высокой эффективности широко применяется при ремонте кузовов легковых автомобилей. Поскольку углекислый газ не является абсолютно нейтральным, с целью уменьшения окислительного действия свободного кислорода применяют электродную проволоку с повышенным содержанием раскисляющих присадок. Омеднение сварочной проволоки гарантирует ее сохранность от коррозионного повреждения при хранении, обеспечивает хороший электрический контакт в токоподающем механизме аппарата и дает надежную дугу. Для сварки деталей кузова применяют проволоку диаметром 0,8 мм.
Сварку кузовов в среде углекислого газа производят с использованием полуавтоматов, которые позволяют сваривать листовой металл толщиной до 3 мм, сплошным прерывистым или точечным швом, а также по выполненным отверстиям.

Рис. Схема полуавтомата для сварки в среде защитных газов:
1 – баллон с углекислотой; 2 – механизм подачи проволоки; 3 – проволока; 4 – трубопровод подачи газа; 5 – горелка; 6 – заземление; 7 – трансформатор

Рис. Виды сварки:
1 – сплошным швом; 2 – точечная
При сварке заземление соединяют с деталью кузова, подвергаемой сварке и выбирают вид сварки (точечная, сплошной шов и т. д.). Открывают кран баллона с углекислотой и включают полуавтомат. При контакте проволоки со свариваемой деталью она автоматически подается механизмом подачи, одновременно в горелку подается углекислота из баллона.
Аргонодуговая сварка применяется при ремонте деталей кузова из алюминиевых сплавов и титана. При этом способе сварки электрическая дуга горит между неплавящимся вольфрамовым электродом и деталью. В зону сварки подается защитный газ — аргон. Присадочный материал вводится в сварочную дугу в виде проволоки так же, как при газовой сварке. Аргон защищает расплавленный металл от окисления кислородом воздуха. Наплавленный металл получается плотным, без пор и раковин.
Режим сварки определяется двумя основными параметрами: диаметром электрода и силой тока. Диаметр вольфрамового электрода составляет 4…10 мм, а сила тока 100…500 А.
Контактная сварка – это процесс образования неразъемного соединения в результате нагрева металла проходящим электрическим током и пластической деформации зоны соединения за счет сжатия.
Она ведется различными способами, в том числе точечным. При нем детали соединяются по отдельным участкам касания, называемым точками.

Схема контактно-точечной сварки:
1 – нахлестное соединение; 2 – электроды; 3 – литое ядро (точка)
При таком виде сварки свариваемые детали 1 собирают внахлестку и зажимают усилием между двумя электродами 2, подводящими ток большой силы (до нескольких десятков тысяч А) к месту сварки от трансформаторного источника переменного тока невысокого напряжения (3…8 В). Обычно для контактной сварки используют, способный в повторно-кратковременном режиме генерировать очень большой ток, порядка нескольких тысяч ампер, при очень незначительном напряжении, равном единицам вольт.
Детали нагреваются кратковременным (0,01..0,5) импульсом тока до появления расплавленного металла в зоне контакта. Нагрев сопровождается пластической деформацией металла и образованием литого ядра (сварной точки). Теплота, используемая при сварке, зависит от сопротивления между электродами и выделяется при прохождении тока непосредственно в деталях, контактах между ними и контактных деталей с электродами. Сопротивления самих электродов должны быть незначительны, так как выделяющаяся в них теплота не участвует в процессе сварки. В связи с этим сечение электродов выполняется относительно большим, а материал электрода обладает большой тепло- и электропроводностью.
Сжатие и токоподвод осуществляются электродами либо с двух сторон соединения (двусторонняя сварка), либо со стороны одной из деталей (односторонняя сварка). Последняя используется редко, в основном, когда затруднен доступ к одной из сторон соединения. При этом для увеличения плотности тока в зоне сварки под соединяемые детали подкладывают токоподводящую медную пластину.
Для точечного соединения тонколистовых кузовных панелей внахлест применяются ручные аппараты контактной сварки, за характерный внешний вид получившие название «сварочные клещи». Их также можно использовать для временной прихватки панелей кузова и сварки тонких прутков крест-накрест.

Рис. Сварочные клещи
Конструктивно они представляют собой компактный сварокузовных деталейчный трансформатор, снабженный рукояткой. Вторичная обмотка трансформатора заканчивается консольными держателями, в которых закрепляются электроды. Один из держателей на клещах обычно неподвижный, а другой имеет возможность перемещаться. Усилие сжатия создается рычажным механизмом.