причины изменений, замер и нормы
Порядок выполнения:1. Осмотреть поршни. Если на них есть задиры, следы прогара, глубокие царапины, поршни заменить. Измерить диаметр поршня. Если он меньше 91,9 мм, поршень заменить. Диаметр поршня измеряют в плоскости, перпендикулярной оси поршневого пальца, на 8,0 мм ниже оси поршневого пальца. Поршень установлен в цилиндре с зазором 0,024–0,048 мм. Для того чтобы обеспечить величину зазора, поршни разбиты по диаметру на пять размерных групп А, Б, В, Г и Д. Буквенная маркировка выбивается на днище поршня. При подборе поршня к цилиндру нужно обеспечить указанный выше зазор. Предельно допустимый зазор между поршнем и цилиндром равен 0,25 мм. Зазор между поршнем и цилиндром можно определить промером поршня и цилиндра. В запасные части поставляются поршни двух ремонтных размеров: с увеличенным на 0,5 мм диаметром и на 1,0 мм. На одной из бобышек под поршневой палец отлита надпись «406» (поршень номинального размера), «406АР» (поршень, увеличенный на 0,5 мм), «406БР» (поршень, увеличенный на 1,0 мм).
2. Измерить зазор между поршневым кольцом и канавкой на поршне в нескольких местах по окружности поршня. Зазор должен быть в пределах 0,05–0,087 мм для компрессионных колец и 0,115–0,365 мм для маслосъемного кольца. Если зазоры превышают указанные, нужно заменить кольца или поршни.
3. Измерить зазоры в замках поршневых колец. Для этого вставить кольцо в цилиндр и продвинуть поршнем как оправкой, чтобы кольцо встало в цилиндре ровно, без перекосов. Измерить щупом зазор в замке кольца, он должен быть в пределах 0,3–0,6 мм для компрессионных колец и 0,5–1,0 мм для дисков маслосъемных. Если зазор превышает указанный, кольцо заменить. Если зазор меньше, можно спилить концы кольца напильником, зажатым в тисках. При этом кольцо перемещают по напильнику вверх-вниз.
4. Проверить посадку поршневого пальца в верхней головке шатуна. Зазор между пальцем и втулкой верхней головки шатуна должен быть в пределах 0,0045–0,0095 мм. Пальцы, поршни и шатуны разбиты на четыре размерные группы и маркируются краской. Палец маркируется на внутренней поверхности с одного конца, шатун — на стержне, поршень — на нижней поверхности одной из бобышек или выбивается римская цифр
Поршень двигателя 1ZZ-FE – тепловой зазор, ремонтные замеры, модернизация
1. Очистите поршень.
а) Скребком удалите нагар и другие углеродные отложения с днища поршня.
б) Очистите канавки поршня от отложений куском сломанного кольца.
в) Растворителем и мягкой волосяной щеткой окончательно очистите поршень.
Примечание: не применяйте металлическую щетку,
2. Проверьте поршень и поршневые кольца.
А. Проверьте зазор между поршнем и цилиндром.
а) Микрометром измерьте диаметр юбки поршня на расстоянии 27 мм (1NZ-FE, 2NZ-FE), 12 мм (2ZZ-GE), или 29,8 мм (1ZZ-FE) от поверхности днища поршня (ниже уровня канавок для поршневых колец) и в направлении, перпендикулярном оси поршневого пальца, как показано на рисунке.
Номинальный диаметр поршня:
1NZ-FE, 2NZ-FE…74,945 — 74,955 мм
1ZZ-FE.………………78,925 — 78,935 мм
2ZZ-GE.……………..81,975 — 81,993 мм
б) Измерьте диаметры цилиндров в направлении оси двигателя (см. выше).
в) Определите зазор между цилиндром и поршнем путем нахождения разности результатов измерений диаметра поршня и диаметра цилиндра.
Зазор между цилиндром и поршнем:
Номинальный:
1NZ-FE, 2NZ-FE….0,045 — 0,068мм
1ZZ-FE………………..0,065 — 0,075 мм
2ZZ-GE……………….0,007 — 0,038 мм
Максимальный:
1NZ-FE, 2NZ-FE……………..0,080 мм
1ZZ-FE…………………………..0,075 мм
2ZZ-GE…………………………0,700 мм
Если зазор больше максимального, замените все четыре поршня. При необходимости замените блок цилиндров.
Б. Проверьте зазоры между новыми компрессионными кольцами и поршневыми канавками с помощью плоского щупа, как показано на рисунке.
Номинальный зазор:
Компрессионное кольцо №1:
1NZ-FE, 2NZ-FE….0,030 — 0,070 мм
1ZZ-FE.……………….0,020 — 0,070 мм
2ZZ-GE…………………0,030 — 0,070 мм
Компрессионное кольцо №2:
1ZZ-FE.……………….0,020 — 0,070 мм
2ZZ-GE……………….0,030 — 0,070 мм
1NZ-FE, 2NZ-FE….0,020 — 0,060 мм
Если зазор больше допустимого, замените поршень.
В. Проверьте зазор в замке поршневого кольца.
а) Вставьте поршневое кольцо в цилиндр.
б) Поршнем протолкните кольцо на расстояние 110 мм от поверхности блока цилиндров.
в) Плоским щупом измерьте зазор замке.
Номинальный зазор в замке поршневого кольца:
компрессионное кольцо №1:
2NZ-FE……………………0,22 — 0,32мм
остальные……………..0,25 — 0,35 мм
компрессионное кольцо №2:
2NZ-FE……………………0,32 — 0,47мм
остальные……………..0,35 — 0,50 мм
маслосъемное кольцо (по расширителю):
1NZ-FE, 2NZ-FE………0,10 — 0,35мм
Максимальный зазор:
компрессионное кольцо №1:
1NZ-FE……………………………0,91 мм
2NZ-FE…………………………….0,88 мм
1ZZ-FE…………………………….0,74 мм
2ZZ-GE…………………………….1,05 мм
компрессионное кольцо №2:
1NZ-FE…………………………….1,06 мм
2NZ-FE…………………………….1,03 мм
1ZZ-FE…………………………….0,89 мм
2ZZ-GE…………………………….1,20 мм
маслосъемное кольцо (по расширителю):
1NZ-FE, 2NZ-FE……………….0,82 мм
Если зазор в замке больше максимального, замените поршневое кольцо. Если зазор в замке больше (максимального даже с новым поршневым кольцом, замените блок цилиндров на новый.
3. Проверьте шатун.
А. Используя специальное приспособление и плоский щуп, проверьте изгиб шатуна, как показано на рисунке.
Максимально допустимый изгиб на 100 мм длины.………………….0,05 мм
Если скручивание больше допустимого, замените шатун вместе с крышкой шатуна.
Аналогичным способом проверьте скручивание шатуна, как показано на рисунке.
Максимальное скручивание на 10,0 мм длины.………………………………….0,05 мм
Если скручивание или изгиб больше максимального значения, замените шатун вместе с крышкой шатуна.
Б. Проверьте зазор между поршневым пальцем и отверстием верхней головки шатуна,
а) Нутромером измерьте внутренний диаметр верхней головки шатуна.
Внутренний диаметр верхней головки шатуна:
1ZZ-FE……………..20,012 — 20,021 мм
2ZZ-GE:
метка «А»……….20,011 — 20,013 мм
метка «В»………..20,013 — 20,015 мм
метка «С»……….20,015 — 20,017мм
метка «D»……….20,017 — 20,019 мм
метка «Е»……….20,019 — 20,021 мм
метка «F»………..20,021 — 20,023 мм
б) Нутромером измерьте внутренний диаметр бобышек поршня.
Внутренний диаметр:
1NZ—FE, 2NZ—FE… 18,013 — 18,016 мм
1ZZ-FE:
метка «А»………..20,006 — 20,009 мм
метка «В»……….20,010 — 20,012 мм
метка «С»………20,013 — 20,015 мм
2ZZ—GE:
метка «АВ»…….20,013 — 20,017 мм
метка «CD»……..20,017 — 20,021 мм
метка «EF»…….20,021 — 20,025 мм
в) Используя микрометр, измерьте диаметр поршневого пальца.
Диаметр поршневого пальца:
1NZ—FE, 2NZ—FE… 18,001 — 18,004 мм
1ZZ—FE:
метка «А»………20,004 — 20,007 мм
метка «В»………20,008 — 20,010 мм
метка «С»………20,011 — 20,013 мм
2ZZ—GE:
метка «А»………20,004 — 20,006 мм
метка «В»………20,006 — 20,008 мм
метка «С»………20,008 — 20,010 мм
метка «D»……..20,010 — 20,012 мм
метка «E»………20,012 — 20,014 мм
метка «F»………20,014 — 20,016 мм
2ZZ-GE
1 — метка размерной группы внутреннего диаметра бобышек поршня, 2 — метка размерной группы внутреннего диаметра поршневой головки шатуна.
г) Вычтите измеренное значение диаметра поршневого пальца из измеренного значения внутреннего диаметра втулки и поршня.
Номинальный масляный зазор между поршневым пальцем и бобышками поршня:
1NZ-FE, 2NZ-FE…….0,009 — 0,015 мм
1ZZ-FE………………….0,005 — 0,009 мм
2ZZ-GE………………….0,005 — 0,013 мм
Максимальный масляный зазор между поршневым пальцем и бобышками поршня:
1NZ-FE, 2NZ-FE, 2ZZ-GE….. 0,050 мм
1ZZ-FE……………………………0,011мм
Номинальный масляный зазор между поршневым пальцем и поршневой головкой шатуна:
1ZZ-FE…………………-0,001 — 0,017 мм
2ZZ-GE…………………..0,005 — 0,009 мм
Максимальный масляный зазор между поршневым пальцем и поршневой головкой шатуна:
1ZZ-FE…………………………….0,017 мм
2ZZ-GE…………………………….0,050 мм
Если зазор больше максимально допустимого, то замените втулку. Если необходимо, замените поршень и поршневой палец в сборе.
В.(1ZZ—FE , 2ZZ—GE) Если необходимо, замените втулку верхней головки шатуна.
а) Используя оправку и пресс, вы-прессуйте втулку из верхней головки шатуна.
б) Совместите смазочные отверстия втулки и шатуна.
в) Используя специальное приспособление и пресс, запрессуйте втулку.
г) Измерьте зазор поршневого пальца и, если необходимо, отшлифуйте или переточите новую втулку до получения номинального зазора.
д) Проверьте работу поршневого пальца при нормальной комнатной температуре. Нанесите на поршневой палец моторное масло и надавите на него, как показано на рисунке. Палец должен свободно ходить в головке шатуна.
Г. Измерьте наружный диаметр шатунного болта штангенциркулем в зоне наибольшего износа.
Номинальный диаметр……6,6 — 6,7 мм
Минимальный диаметр…………..
Если диаметр меньше допустимого, замените болт.
Смотрите видео: Как проверить поршень и как вытащить палец из шатуна
|
Если в момент запуска двигателя «на холодную» вдруг послышался звук, очень схожий со стуком, который постепенно снижается при последующем прогреве двигателя или исчезает совсем, то это служит сигналом к проверке зазора между цилиндрами и поршнями. Другими словами, следует засучить рукава, вооружиться динамометрическим ключом и начать процесс откручивания цилиндровой головки блоков. Результат нарушения зазора между поршнем и цилиндром ↑ Увеличившийся зазор между поршнем и цилиндром приводит к стуку, ухудшению компрессии двигателя, перерасходу масла, и к выходу из строя двигателя. Уменьшение зазора между цилиндром и поршнем ведет к появлению задиров на зеркале цилиндра, перегреву деталей блока. И в том и в другом случае требуется ремонт поршневой группы. Без вариантов. Или, если есть желание, подумайте о покупке нового двигателя. Но, всё же, дешевле вовремя провести ремонт цилиндров и поршней. А ремонт будет заключаться в замене цилиндров и расточке или хонинговке цилиндров. Как проверить зазор между поршнем и цилиндром ↑ Естественно, всё начинается с разборки головки блока цилиндров. По — большому счёту вы приступаете к капитальному ремонту двигателя. Ведь в результате диагностики, обязательно «выползут» проблемы с распредвалом, коленвалом, замена прокладок, подшипников, вкладышей и т.д. работы хватит. Но, начнём с того, с чего начали – замер зазора между поршнем и цилиндром. Нам понадобятся два измерительных инструмента: нутромер – для измерения внутреннего диаметра цилиндра, и микрометр – для измерения диаметра поршней. Не станем распылять наше внимание на структуру материалов и технологию изготовления поршней. Перейдём к замеру зазора. Как и цилиндры, поршни по своему наружному диаметру распределены на 5-ть классов: A, B, C, D, E. Замер диаметра поршня проводится в районе цилиндрической части юбки, на расстоянии от днища плоскости в 52,4 мм. Класс нашего поршня вы увидите на днище. Клеймо с соответствующей буквой. Измерение диаметра цилиндра производится в четырёх поясах и в двух плоскостях, перпендикулярных друг другу (вдоль и поперек блока цилиндров). Если измерив, вы получаете зазор между поршнем и цилиндром выше 0,15 мм, то нужно приступать к подбору ремонтных поршней. При условии, что зеркало цилиндра никоим образом не нарушено, подбираем поршни. Если же на зеркале цилиндра существуют механические повреждения, то вначале производится расточка или хонингование цилиндров. При этом не следует забывать, что расточка проводится до размера к ближайшему ремонтному размеру поршня. Мертвое пространство. В быстроходных компрессорах объем мертвого пространства составляет от 3 до 5% объема цилиндра. В современных малых герметичных компрессорах объем мертвого пространства снижен до 2%. Расширение паров, остающихся в мертвом пространстве цилиндра, уменьшает объем всасывания, а следовательно, и производительность компрессора. Чем больше объем мертвого пространства, тем значительнее снижение действительной производительности компрессора. Поэтому мертвое пространство называют иногда «вредным» пространством.
http://abc.vvsu.ru/Books/t_Kond_ref/page0044.asp Читайте также: Рекомендуемые страницы: Поиск по сайту |
Поиск по сайту: |

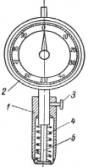 Рис. 1. Индикатор для измерения величины мертвого пространства: 1 — трубчатая ножка с заостренным концом; 2 – циферблат; 3 — винтовой зажим; 4 — пружина; 5 — подвижной стержень с площадкой
Рис. 1. Индикатор для измерения величины мертвого пространства: 1 — трубчатая ножка с заостренным концом; 2 – циферблат; 3 — винтовой зажим; 4 — пружина; 5 — подвижной стержень с площадкой
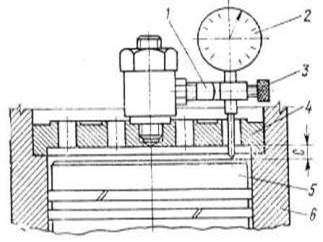 Рис. 3. Приспособление для измерения линейного мертвого пространства: 1 – кронштейн для крепления индикатора; 2 – индикатор; 3 – винт крепления индикатора; 4 – корпус нагнетательного клапана; 5 – поршень; 6 – цилиндр
Полученную при измерениях среднюю величину вредного пространства сравните с допустимыми для компрессора данной марки.
В зависимости от выявленных отклонений мертвого пространства oт оптимального установите способы регулировки [8].
Рис. 3. Приспособление для измерения линейного мертвого пространства: 1 – кронштейн для крепления индикатора; 2 – индикатор; 3 – винт крепления индикатора; 4 – корпус нагнетательного клапана; 5 – поршень; 6 – цилиндр
Полученную при измерениях среднюю величину вредного пространства сравните с допустимыми для компрессора данной марки.
В зависимости от выявленных отклонений мертвого пространства oт оптимального установите способы регулировки [8].
 ,
где D – диаметр цилиндра, м; l – линейный зазор, м.
Затем определите объем отверстий в клапанной доске под пластинами нагнетательных клапанов V2c (м3):
,
где D – диаметр цилиндра, м; l – линейный зазор, м.
Затем определите объем отверстий в клапанной доске под пластинами нагнетательных клапанов V2c (м3):
 ,
где d – диаметр отверстия, м;
S1 – толщина клапанной доски, м;
n – число отверстий в клапанной доске под пластинами нагнетательных клапанов, приходящееся на один цилиндр.
Полный мертвый объем С (м3):
,
где d – диаметр отверстия, м;
S1 – толщина клапанной доски, м;
n – число отверстий в клапанной доске под пластинами нагнетательных клапанов, приходящееся на один цилиндр.
Полный мертвый объем С (м3):

 .
Объем, описанный поршнем Vп (м3),
.
Объем, описанный поршнем Vп (м3),
 ,
где S – ход поршня, м.
Величина относительного мертвого пространства выражается обычно в процентах от объема, описанного поршнем,
,
где S – ход поршня, м.
Величина относительного мертвого пространства выражается обычно в процентах от объема, описанного поршнем,
 .
.
Поршневая группа — рекомендации и технические параметры. Статьи компании «АПЦ «АгроСВІТ»»
ПОРШЕНЬ является основным элементом поршневой группы, так как именно он воспринимает давление газов (продуктов сгорания) и передает его через шатуны к коленчатому валу двигателя.
Во время работы поршень сильно нагревается, причем днище и головка поршня нагреваются больше, чем его направляющая часть («юбка» поршня). Поэтому диаметр головки поршня меньше, чем диаметр его «юбки».
С целью предотвращения заклинивания нагретого поршня в гильзе «юбка» поршня изготавливается не круглой, а эллиптической формы, — именно поэтому тепловой зазор в паре «гильза-поршень», измеряемый по «юбке» поршня в районе отверстий для ввода поршневого пальца больше, чем при измерении на остальной поверхности «юбки».
Необходимость замены отдельных элементов из-за износа (чаще всего гильзы, так как поршень при работе не взаимодействует с гильзой), различные допуски на точность производства у различных производителей — все привело к тому, что для облегчения подбора поршня и гильзы сортируются по размерным группам (например М,Б,С или А,Б,В). Разница между размерными группами составляет 2-5 % от допустимого размера.
Не рекомендуем обращать внимание на размерную группу при подборе пары гильза-поршень, если они не изготовлены одним заводом, так как эти обозначения заводские, то есть точность допусков у производителей различна. Каждый завод имеет собственное оборудование различных производителей, собственный режущий инструмент, собственный технологический контроль, и как следствие, к примеру, размер поршня ЯМЗ группы «А» Костромского производства 129,83-129,85, а Камского производства 129,80-129,82 то есть разница в диаметре поршня может достигнуть 0,05 мм, в то время, как допустимое отклонение в размерах группы составляет 0,02 мм.
Именно поэтому рекомендуем при подборе поршневой группы (особенно при замене отдельных элементов) ориентироваться на тепловой зазор между гильзой и поршнем, устанавливаемый для каждого двигателя заводом-изготовителем.
Зазор между гильзой и поршнем
Двигатель | Мин. зазор | Макс. зазор | Оптим. зазор |
А-01, А-41 | 0,18 | 0,24 | 0,20 |
ГАЗ-53 | 0,04 | 0,07 | 0,05 |
Д-240, Д-65 | 0,11 | 0,18 | 0,15 |
Д-245, Д-65НТ | 0,12 | 0,17 | 0,15 |
Д-144, Д-37, Д-21 | 0,14 | 0,21 | 0,16 |
КамАЗ | 0,10 | 0,20 | 0,15 |
КамАЗ-EURO | 0,11 | 0,19 | 0,15 |
СМД-14-24 | 0,16 | 0,26 | 0,20 |
СМД-31 | 0,17 | 0,25 | 0,20 |
СМД-60-72 | 0,16 | 0,24 | 0,20 |
ТМЗ-7511, 8410 | 0,17 | 0,23 | 0,20 |
ЯМЗ-236-238 | 0,18 | 0,24 | 0,20 |
ЯМЗ-240, 240 БМ | 0,17 | 0,25 | 0,20 |
ТМЗ-850 | 0,16 | 0,24 | 0,20 |
Кроме этого не следует забывать, что поршня должны быть подобраны по весовым характеристикам, так как превышение допустимой разницы приведет к дисбалансу в работе двигателя. Разница в массе между собранными комплектами поршень-палец-втулка-шатун-кольца не должны превышать 15-20 грамм.
ПОРШНЕВЫЕ КОЛЬЦА делятся на два типа – компрессионные и маслосъемные. Компрессионные кольца уплотняют зазор между поршнем и гильзой и препятствуют прорыву продуктов сгорания (газов) в картер двигателя, а маслосъемные кольца служат для снятия излишков масла со стенок гильзы.
Поршневые кольца условно можно разделить на две категории – чугунные и стальные (опять же условно — по материалу изготовления маслосъемного кольца). Чугунные кольца предназначены для установки в новую поршневую группу (не рабочая гильза), а стальные — в рабочую гильзу (с приработанной поверхностью – «наведенным зеркалом»).
При установке стальных колец в новую поршневую группу увеличивается риск появления «задиров» на поверхности гильзы (исключение – поршневые кольца производства ЗАО «Стакол», однако производство давно свернуто, а Goetze почему-то не спешит наладить производство колец к отечественным дизелям).
По конструкции чугунные маслосъемные кольца условно можно разделить на два типа:
— коробчатое (привычное всем маслосъемное кольцо, с пружинным или пластинчатым расширителем).
— составное (так называемое «клинцовское кольцо», состоящий из двух горизонтальный частей, с пластинчатым расширителем или без него).
По конструкции стальные маслосъемные кольца условно можно разделить так же на два типа:
— трехкомпонентное (представляющее собою две стальные горизонтальные пластины, между которыми устанавливается решетчатый расширитель).
— четырехкомпонентное (представляющее собою две стальные горизонтальные пластины, между которыми устанавливается волнообразный расширитель, а между поршнем и кольцом устанавливается пластинчатый расширитель).
Для установки колец на поршень и для предотвращения поломки кольца при тепловом расширении кольца изготавливаются разрезные, с тепловым зазором. При этом при установке не следует забывать, что замки колец должны быть направлены в разные стороны. Наиболее просто это осуществить, представив себе циферблат часов на поверхности поршня – 12 делим на количество поршневых колец (4, к примеру) и проворачиваем замки колец по кругу – через каждые «3 часа».
Зазор замков поршневых колец
Двигатель | Компрессионного | Маслосъемного |
А-01, А-41 | 0,60 ± 0,20 | 0,60 ± 0,20 |
ГАЗ-53 | 0,30 ± 0,25 | 0,30 ± 0,70 |
Д-240, Д-65 | 0,60 ± 0,30 | 0,70 ± 0,30 |
Д-245, Д-65НТ | 0,50 ± 0,20 | 0,40 ± 0,10 |
Д-144, Д-37, Д-21 | 0,60 ± 0,30 | 0,70 ± 0,30 |
КамАЗ | 0,50 ± 0,15 | 0,30 ± 0,10 |
КамАЗ-EURO | 0,50 ± 0,10 | 0,35 ± 0,10 |
СМД-14-24 | 0,60 ± 0,30 | 0,70 ± 0,30 |
СМД-31 | 0,60 ± 0,20 | 0,70 ± 0,30 |
СМД-60-72 | 0,60 ± 0,20 | 0,60 ± 0,20 |
ТМЗ-7511, 8410 | 0,65 ± 0,15 | 0,60 ± 0,30 |
ЯМЗ-236-238 | 0,60 ± 0,20 | 0,60 ± 0,20 |
ЯМЗ-240, 240 БМ | 0,60 ± 0,20 | 0,60 ± 0,20 |
ТМЗ-850 | 0,65 ± 0,15 | 0,60 ± 0,30 |
Обратите внимание, что данные зазоры представлены для чугунных колец, а для стальных данные размеры необходимо увеличить в два раза (из-за повышенной теплоемкости стали). Кроме всего, не следует забывать, что верхнее компрессионное кольцо испытывает самое большое воздействие температуры и давления (именно поэтому оно делается из других материалов), а, следовательно зазор замка верхнего компрессионного кольца больше, чем у нижнего.
Поршневые кольца должны свободно перемещаться в канавках поршня под собственным весом, поэтому они устанавливаются с зазором по высоте между кольцом и канавкой, который не должен превышать 0,10 мм. для карбюраторных и 0,15 мм. для дизельных двигателей (это особенно необходимо учитывать при установке новых поршневых колец в старый поршень). При измерении данного параметра измерительный щуп необходимо вставлять на 1/4 глубины канавки под маслосъемное кольцо.
ПОРШНЕВОЙ ПАЛЕЦ представляет собою полый стальной цилиндр, наружную поверхность которого цементируют, а затем шлифуют. Палец устанавливается в бобышках поршня и удерживается стопорными кольцами от осевого перемещения (что бы не повредить внутреннюю поверхность гильзы).
На современных двигателях используют поршневой палец плавающего типа – это значит, что во время работы палец проворачивается, что способствует его равномерному износу. Для обеспечения этого необходимо, что бы палец свободно входил во втулку шатуна с зазором 0,02 – 0,025 мм., а в отверстия бобышек поршня — с небольшим натягом. При работе отверстия в бобышках расширяются (за счет нагрева) и палец начинает проворачиваться.
Даже если палец свободно (но без зазора!) устанавливается в бобышки поршня, то при его установке поршень нагревают в масле до 80-100 градусов (что бы избежать микроповреждений бобышек).
СТОПОРНОЕ КОЛЬЦО не должно иметь деформаций или повреждений, так как его разлом приведет к повреждению гильзы и поршня (а далее – шатуна и коленчатого вала). При установке стопорного кольца рекомендуем использовать специальный инструмент, так как съем кольца неспециализированными инструментами может привести к его поломке или, что самое плохое, к дефекту, незаметному вооруженным глазом.
причины изменений, замер и нормы
Именно поршень воспринимает давление газов (продуктов сгорания) и передает его через шатуны к коленчатому валу двигателя.
Во время работы поршень сильно нагревается, причем днище и головка поршня нагреваются больше, чем его направляющая часть («юбка» поршня). Поэтому диаметр головки поршня меньше, чем диаметр его «юбки».
С целью предотвращения заклинивания нагретого поршня в гильзе «юбка» поршня изготавливается не круглой, а эллиптической формы. Поэтому тепловой зазор в паре «гильза-поршень», измеряемый по «юбке» поршня в районе отверстий для ввода поршневого пальца больше, чем при измерении на остальной поверхности «юбки».
Так как часто гильза и поршень изготавливаются различными заводами, то раньше для облегчения подбора поршня и гильзы сортировались по размерным группам (М,Б,С или А,Б,В). Разница между размерными группами составляет 2-5 % от допустимого размера. На сегодняшний день это правило подходит только к поршням и кольцам, произведенных на одном заводе (КТД, «Мотордеталь»).
Не рекомендуем обращать внимание на размерную группу при подборе пары гильза-поршень, если они не изготовлены одним заводом, так как эти обозначения заводские, то есть характеризующие износ обрабатывающего резца. Каждый завод имеет собственное оборудование различных производителей, и, как следствие, к примеру, размер поршня ЯМЗ группы «А» Костромского производства 129,83-129,85, а Камского производства 129,80-129,82 то есть разница в диаметре поршня может достигнуть 0,05 мм, в то время, как допустимое отклонение в размерах группы составляет 0,02 мм.
При подборе поршневой группы следует ориентироваться на тепловой зазор между гильзой и поршнем , устанавливаемый для каждого двигателя заводом-изготовителем.
Зазор между гильзой и поршнем
Двигатель | Мин. зазор | Макс. зазор | Оптим. зазор |
Д-245, Д-65НТ | |||
Д-144, Д-37, Д-21 | |||
ТМЗ-7511, 8410 | |||
ЯМЗ-240, 240 БМ | |||
Кроме этого не следует забывать, что поршня должны быть подобраны по весовым характеристикам, так как превышение допустимой разницы приведет к дисбалансу в работе двигателя.
Разница в массе между собранными комплектами поршень-палец-втулка-шатун -кольца не должны превышать 15-20 гр.
ПОРШНЕВЫЕ КОЛЬЦА делятся на два типа – компрессионные и маслосъемные. Компрессионные кольца уплотняют зазор между поршнем и гильзой и препятствуют прорыву продуктов сгорания (газов) в картер двигателя, а маслосъемные кольца служат для снятия излишков масла со стенок гильзы.
Поршневые кольца условно можно разделить на две категории – чугунные и стальные (по материалу изготовления маслосъемного кольца). Чугунные кольца предназначены для установки в новую поршневую группу (не рабочая гильза), а стальные — в рабочую гильзу (с приработанной поверхностью – «наведенным зеркалом»).
При установке стальных колец в новую поршневую группу увеличивается риск появления «задиров» на поверхности гильзы (исключение – поршневые кольца производства ЗАО «Стакол»).
По конструкции чугунные маслосъемные кольца условно можно разделить на два типа:
Коробчатое (привычное всем маслосъемное кольцо, с пружинным или пластинчатым расширителем).
Составное (так называемый «аналог клинцовского кольца», состоящий из двух горизонтальный частей, с пластинчатым расширителем или без него).
По конструкции стальные маслосъемные кольца условно можно разделить так же на два типа:
Трехкомпонентное (представляющее собою две стальные горизонтальные пластины, между которыми устанавливается решетчатый расширитель).
Четырехкомпонентное (представляющее собою две стальные горизонтальные пластины, между которыми устанавливается волнообразный расширитель, а между поршнем и кольцом устанавливается пластинчатый расширитель).
Для установки колец на поршень и для предотвращения поломки кольца при тепловом расширении кольца изготавливаются разрезные, с тепловым зазором. При этом при установке не следует забывать, что замки колец должны быть направлены в разные стороны. Наиболее просто это осуществить, представив себе циферблат часов на поверхности поршня – 12 делим на количество поршневых колец (4, к примеру) и проворачиваем замки колец по кругу – через каждые «3 часа».
Зазор замков поршневых колец
Двигатель | Компрессионного | Маслосъемного |
Д-245, Д-65НТ | ||
Д-144, Д-37, Д-21 | ||
ТМЗ-7511, 8410 | ||
ЯМЗ-240, 240 БМ | ||
Обратите внимание, что данные зазоры представлены для чугунных колец, а для стальных данные размеры необходимо увеличить в два раза (из-за повышенной теплоемкости стали).
Кроме всего, не следует забывать, что верхнее компрессионное кольцо испытывает самое большое воздействие температуры и давления (именно поэтому оно делается из других материалов), а, следовательно зазор замка верхнего компрессионного кольца больше, чем у нижнего.
Поршневые кольца должны свободно перемещаться в канавках поршня под собственным весом, поэтому они устанавливаются с зазором по высоте между кольцом и канавкой, который не должен превышать 0,10 мм. для карбюраторных и 0,15 мм. для дизельных двигателей (это особенно необходимо учитывать при установке новых поршневых колец в старый поршень). При измерении данного параметра измерительный щуп необходимо вставлять на 1/4 глубины канавки под маслосъемное кольцо.
ПОРШНЕВОЙ ПАЛЕЦ представляет собою полый стальной цилиндр, наружную поверхность которого цементируют, а затем шлифуют.
Палец устанавливается в бобышках поршня и удерживается стопорными кольцами от осевого перемещения (что бы не повредить внутреннюю поверхность гильзы).
На современных двигателях используют поршневой палец плавающего типа – это значит, что во время работы палец проворачивается, что способствует его равномерному износу. Для обеспечения этого необходимо, что бы палец свободно входил во втулку шатуна с зазором 0,02 – 0,025 мм., а в отверстия бобышек