Ремонт деталей шатунно-поршневой группы
Категория:
Ремонт тракторов и автомобилей
Публикация:
Ремонт деталей шатунно-поршневой группы
Читать далее:
Ремонт деталей шатунно-поршневой группы
Ремонт шатунов. Шатуны большинства автотракторных двигателей изготавливают из сталей 40Г, 45, 45Г2, 40Х и др. Основные еАекты шатунов: изгиб и скручивание стержня; износ отверстия нижней головки шатуна; отверстия под втулку и самой втулки верхней головки шатуна; износ и смятие плоскостей разъема и торцевых плоскостей под болты в нижней головке шатуна.
Шатуны выбраковывают при аварийных изгибах, обломах и при трещинах. Шатуны двигателей ЯМЗ (всех модификаций), кроме того, выбраковывают, если сильно изношены или опилены плоскости разъема нижней головки, а шатуны двигателей СМД-60, СМД-64 и их модификаций — если смяты рифы на плоскостях разъема нижней головки.
Изгиб и скрученность шатуна измеряют при помощи различных индикаторных и оптических приспособлений.
Рекламные предложения на основе ваших интересов:
На многих ремонтных предприятиях общего назначения для проверки шатунов на изгиб и скручивание используют индикаторное приспособление типа КИ-724. Это приспособление универсальное, оно позволяет контролировать шатуны двигателей разных марок.
Призму с индикаторами часового типа устанавливают на оправку и передвигают ее до соприкосновения упора призмы с плоскостью плиты приспособления. В этом положении перемещают индикатор до получения натяга на измерительном стержне в пределах 1,0… 1,5 оборота стрелки. Закрепляют индикатор и совмещают нулевое деление шкалы со стрелкой. Поворачивают призму на 180° и также устанавливают индикатор.
Рис. 1. Приспособление для проверки шатуна на скрученность и изгиб:
а — установка индикаторов; б — установка разжимной оправки; в — проверка шатуна на 4 ; г — проверка шатуна на скрученность; 1 — оправка; 2 и 5 — индикаторы; 3 — плита; BTV упоР; б — разжимная оправка; 7 — призма; 8 и 10 — конусы оправки; 9 — разжимная втулка оправки.
В отверстие верхней головки шатуна с выпрессованной втулкой вставляют разжимную втулку и закрепляют ее конусами. Шатун ставят на оправку, перемещают его до упора оправки в плиту и закрепляют на оправке. Призму ставят на оправку и при соприкосновении ее упоров с плитой поочередно по отклонению стрелки от нулевого положения индикатора определяют изгиб шатуна, а по отклонению стрелки индикатора — скрученность.
Шатуны, имеющие непараллельность (изгиб) или перекос (скручивание) верхней головки шатуна относительно нижней, выходящие за допустимые размеры, подлежат восстановлению или выбраковке. Править шатуны в холодном состоянии не рекомендуется, потому что такая правка не обеспечивает стабильных результатов. Допускается правка шатунов с подогревом стержня до температуры 450…600 °С.
На специализированных моторемонтных предприятиях для проверки шатунов используют специальные оптические приборы или индикаторные приспособления типа 9570-157-1. Приспособление состоит из плиты с призмой и кронштейна, на котором расположены четыре индикатора часового типа. Два индикатора установлены вертикально и два индикатора — горизонтально, так, что оси их взаимно перпендикулярны. В отверстия нижней и верхней головок проверяемого шатуна вставляют оправки, затем шатун укладывают оправкой на призму и оправкой наклонно подводят к упору и измерительным стержням индикаторов. Разность в показаниях вертикальных индикаторов отмечает изгиб шатуна, а разность в показаниях горизонтальных индикаторов 6 — его скрученность. Перед измерением индикаторы устанавливают по специальному эталону. Такое приспособление применимо для контроля только одного типоразмера шатуна.
Допускаемая скрученность шатунов тракторных двигателей в пределах 0,05…0,08 мм, автомобильных — 0,04…0,06 мм на 100 мм длины (по оси оправки, вставленной в отверстие плоскостей разъема шатуна индикаторным приспособлением: 1 — стопорный винт; 2 — индикатор; 3 — плита.
Рис. 2. Приспособление 9570-157-1 для конт роля геометрических параметров шатуна:
1 — призма; 2 и 3 — оправки; 4 и 6 — индика торы; 5 — кронштейн; 7 — плита.
Износ отверстий нижней головки шатуна устраняют несколькими способами в зависимости от степени износа и размеров шатуна. Перед восстановлением отверстий проверяют опорные поверхности под головки шатунных болтов и гайки, а также плоскости разъема.
Опорные поверхности крышки фрезеруют до выведения следов изнашивания на вертикально-фрезерном, а шатуна на горизон-тально-фрезерном станках. При больших износах опорные поверхности наплавляют и фрезеруют под нормальный размер по высоте от плоскости разъема до опорной поверхности. Для закрепления крышки и шатуна при фрезеровании применяют специальные приспособления.
Смятые или изношенные плоскости разъема фрезеруют или шлифуют до выведения следов изнашивания и получения параллельности плоскостей с образующей отверстия. Параллельность проверяют индикаторным глубиномером или специальным приспособлением. Установив индикатору небольшой натяг, закрепляют его стопорным винтом и с помощью планки отмечают показания индикатора по концам плоскостей разъема крышки или шатуна. Непараллельность плоскостей разъема образующей отверстия допускается не более 0,02 мм на их длине.
Если слой металла, снятый шлифованием с плоскостей разъема крышки, не превышает 0,3 мм, а с плоскостей разъема шатуна 0,2 мм для дизелей и соответственно 0,4 и 0,3 мм для карбюраторных двигателей, то шатун собирают, затягивают гайки нормальным Усилием затяжки и растачивают, а затем шлифуют под нормальный размер.
При незначительном изнашивании отверстия восстанавливают таким же способом. Плоскости разъема шлифуют и отверстия под вкладыши обрабатывают под нормальный размер.
Если отверстия в шатунах под вкладыши изношены настолько, Что с плоскостей разъема требуется снимать-металла больше, чем Указано, то отверстия восстанавливают наращиванием металла с последующей обработкой под нормальный размер.
Поверхности в отверстиях шатунов автомобильных двигателей аРащивают железнением, шатунов тракторных двигателей марок СМД-14, Д-130 наплавкой под слоем флюса, в среде углекислого газа и вибродуговой.
Перед растачиванием восстанавливают плоскости разъема и опорные поверхности под головки болтов и гайки.
Некоторые авторемонтные предприятия восстанавливают отверстия нижней головки шатуна с применением растяжки. В случае значительного износа отверстия с плоскостей крышки и шатуна снимают повышенный слой металла, а чтобы сохранить межосевое расстояние, шатун растягивают в специальном приспособлении. При растягивании стержень шатуна нагревают в электроиндукторе приспособления. Затем отверстие обрабатывают под нормальный размер. Растачивают отверстия нижних головок шатунов на расточных станках или токарных в специальных приспособлениях. После расточки шлифуют, а чаще хонингуют под нормальный размер. При хонинговании применяют приспособления, позволяющие обрабатывать сразу целый комплект шатунов.
Восстановленные отверстия нижней головки шатуна должны отвечать следующим требованиям: овальность и конусность не более 0,01 мм; смещение оси относительно плоскостей разъема не более +0,3 мм; шероховатость поверхности не ниже 8-го класса.
Изношенное отверстие под втулку в верхней головке шатуна растачивают или развертывают до выведения следов изнашивания и запрессовывают втулку увеличенного размера по наружному диаметру. Внутреннее отверстие втулки растачивают на расточных станках типа УРБ-ВП-М или на токарных с помощью специальных приспособлений. После расточки втулку раскатывают роликовыми раскатками на тех же станках. При растачивании оставляют припуск под раскатку 0,04…0,06 мм, чтобы обеспечить необходимый размер под палец. Процесс раскатки улучшает на два-три класса шероховатость поверхности и увеличивает прочность посадки втулки на 70…80%.
Изношенные втулки верхней головки шату-н а, если позволяет конструкция, восстанавливают меднением наружной и внутренней поверхностей или осадкой.
Ремонт поршней, пальцев и колец. В большинстве современных двигателей поршни изготовлены из сплавов алюминия, и в процессе эксплуатации в них возникают следующие дефекты: износ направляющей части (юбки) поршня, канавок под поршневые кольца и отверстий в бобышках под поршневой палец; трещины; задиры и изломы. В поршневых пальцах изнашиваются посадочные места под втулку верхней головки шатуна и под отверстия бобышек поршня, иногда появляются трещины. Поршневые кольца изнашиваются по толщине, ширине и теряют упругость.
Поршни и поршневые кольца, изношенные за пределы допускаемых размеров, не восстанавливают. При текущем ремонте изношенные отверстия в бобышках поршня развертывают под увеличенный палец. Чтобы сохранить соосность отверстий, их развертывают специальной длинной разверткой за один проход. После развертывания проверяют индикаторным нутромером диаметр отверстия и на специальных приспособлениях — перпендикулярность оси отверстия к оси или образующей поршня.
Поршневые пальцы с трещинами выбраковывают, а изношенные по диаметру восстанавливают раздачей под прессом или железнением. После раздачи или железнения пальцы шлифуют под нормальный размер.
В ГОСНИТИ разработан эффективный способ термической раздачи пальцев. Сущность его заключается в следующем. Палец нагревают в электроиндукторе и через внутреннюю полость пропускают охлаждающую воду. В результате этого наружный диаметр пальца увеличивается, его затем шлифуют под нормальный размер. Этот способ рекомендован для специализированных цехов по восстановлению деталей и внедряется на ремонтных предприятиях.
Рекламные предложения:
Читать далее: Ремонт коленчатого вала и маховика
Категория: — Ремонт тракторов и автомобилей
Главная → Справочник → Статьи → Форум
Ремонт поршневой группы | ТО и ТР автомобиля
В процессе работы поршни могут иметь следующие дефекты:- нагар на днище и в канавках под кольцами;
- трещины и царапины на стенках;
- износ по диаметру;
- износ канавок для поршневых колец;
- износ отверстий в бобышках.
Нагар с днища удаляют тупым металлическим скребком или металлической щеткой, предварительно смочив нагар керосином.
Нагар из канавок удаляют специальным приспособлением. Наличие трещин в поршне определяют на слух, для чего поршень берут за головку, а по юбке наносят легкие удары металлическим предметом. Глухой, дребезжащий звук указывает на наличие трещин.

Рис. Приспособление для удаления нагара из канавок поршня.
Поршни, имеющие большой износ по диаметру, трещины и глубокие царапины, необходимо заменить. Изношенные канавки для поршневых колец могут быть проточены под увеличенный размер колец по высоте на токарном станке при помощи приспособления, представляющего собой кольцо с наружным диаметром, равным внутреннему центрирующему пояску поршня. На кольцо, установленное в патрон станка, надевают поршень и закрепляют его болтом с проушиной. Болт проушиной соединен с поршнем посредством поршневого пальца и проходит сквозь шпиндель станка. С обратной стороны болт закреплен гайкой. Канавки на поршне следует протачивать с учетом установленных ремонтных размеров поршневых колец.

Рис. Установка поршня при проточке поршневых канавок:
1 — поршневой палец; 2 — установочное кольцо; 3 — болт с проушиной; 4 — гайка; 5 — шпиндель станка; 6 — патрон станка.
Изношенные отверстия в бобышках ремонтируют развертыванием их под увеличенный диаметр поршневого пальца при помощи раздвижной развертки с направляющим хвостовиком. Применение коротких разверток недопустимо, так как это легко приводит к нарушению перпендикулярности оси пальца с осью поршня; поэтому после развертывания необходимо проверять перпендикулярность осей на специальном приспособлении.

Рис. Проверка перпендикулярности оси поршневого пальца.
Поршень надевают на палец приспособления и придвигают вплотную к стойке. При этом штифт индикатора, укрепленного к стойке, соприкасается с поршнем, и стрелка индикатора даст определенное отклонение. Заметив показания индикатора, поршень снимают и надевают на палец другой стороной. Разница в показаниях индикатора не должна превышать 0,05 мм. В противном случае поршень необходимо забраковать.
Подбор поршней
Поршни подбирают в соответствии с ремонтными размерами цилиндров. Цифру увеличения диаметра поршня выбивают на его днище. Каждый поршень подбирают индивидуально по цилиндру для получения нужного зазора. Величину зазора определяют путем протягивания ленты-щупа между поршнем и цилиндром при помощи динамометра со стороны, противоположной разрезу юбки. Усилие на динамометре при движений щупа через зазор должно лежать в обусловленных пределах.

Рис. Проверка зазора между поршнем и цилиндром:
1 — динамометр; 2 — лента-щуп.
При отсутствии ленты-щупа поршень подбирают с таким расчетом, чтобы он проходил свободно по всей длине цилиндра под легким нажимом руки, но не перемещался от собственного веса при вертикальном положении цилиндра. Кроме зазора, при подборе поршней учитывают также и их вес. Разность в весе алюминиевых поршней одного комплекта должна быть не более 5 г.
Подбор поршневых колец
При износе поверхности колец и потере упругости кольца заменяют новыми ремонтного размера, соответствующего ремонтному размеру поршня и цилиндра. Цифру ремонтного увеличения диаметра поршневого кольца выбивают на его торцевой поверхности около замка. Новое кольцо подбирают по цилиндру и поршню.

Рис. Проверка зазора в стыке поршневого кольца.
Для подбора кольца по цилиндру нужно установить его в цилиндр, выравнять поршнем и щупом измерить зазор в стыке. Если зазора нет или он мал, то опиливают стык напильником до нормальной величины. Если зазор больше нормального, то кольцо для данного цилиндра непригодно.

Рис. Измерение зазора в канавке поршневого кольца.
Для подбора кольца по поршню его следует сначала «прокатить» кругом по канавке поршня, а затем щупом измерить зазор в канавке поршневого кольца. При заедании кольца в канавке или при малом зазоре торцевую часть кольца шлифуют вручную на листе наждачной бумаги, укрепленной на ровной деревянной плите.
Упругость колец проверяют на специальном приборе. При этом величина нагрузки должна соответствовать зазору в стыке кольца, установленного в цилиндр.

Рис. Проверка упругости поршневого кольца.
Ремонт поршневого пальца
Поршневые пальцы с износом по диаметру более 0,5 мм подлежат замене, а с износом менее 0,5 мм восстанавливаются путем перешлифовывания на меньший размер (если палец был увеличенного ремонтного размера), хромированием или раздачей.
Палец шлифуют на круглошлифовальном или токарном станке при помощи специального супортно-шлифовального приспособления. Это приспособление состоит из электродвигателя со шлифовальным камнем, оно укрепляется в супорте токарного станка.

Рис. Раздача поршневого пальца:
1 — оправка; 2 — матрица; 3 — поршневой палец; 4 — основание.
Первоначальный размер пальца восстанавливают хромированием его или раздачей. Раздачу производят в специальном приспособлении, состоящем из основания, матрицы и оправки (пуансона). Палец нагревают до температуры 800—900° и устанавливают в матрицу, затем внутри пальца под давлением пресса или ударами молотка прогоняется оправка. Матрица ограничивает расширение пальца и придает ему правильную форму. После раздачи палец подвергают закалке в масле с последующим отпуском и шлифуют под номинальный размер.
Отремонтированный или новый поршневой палец подбирают по втулке шатуна и отверстиям бобышек поршня.

Рис. Проверка посадки поршневого пальца во втулке головки шатуна.
Во втулку шатуна поршневой палец входит под давлением большого пальца руки. В отверстия бобышек алюминиевого поршня он также входит под нажимом руки, но для этого поршень должен быть нагрет в масле до температуры 70—80°.
6.2. Разборка и дефектация деталей шатунно-поршневой группы
После снятия шатунно-поршневого комплекта с двигателя перед окончательной его разборкой измерить зазор по высоте между кольцами и канавками поршня щупом. Для компрессионных колец он должен составить 0,089…0,125 мм, для маслосъемных 0,150…0,215мм. Аналогичный контроль зазора можно выполнить после снятия колец (рисунок 1) с поршня (рисунок 2).
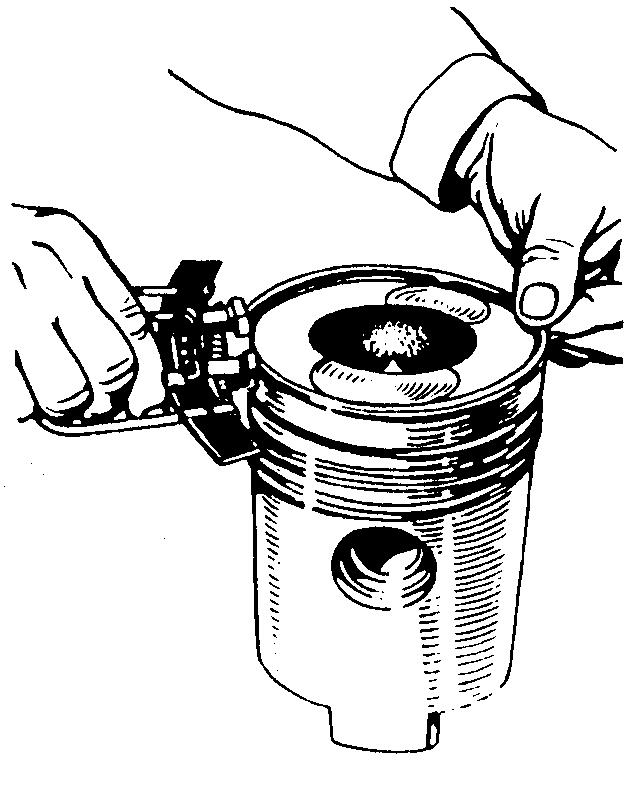
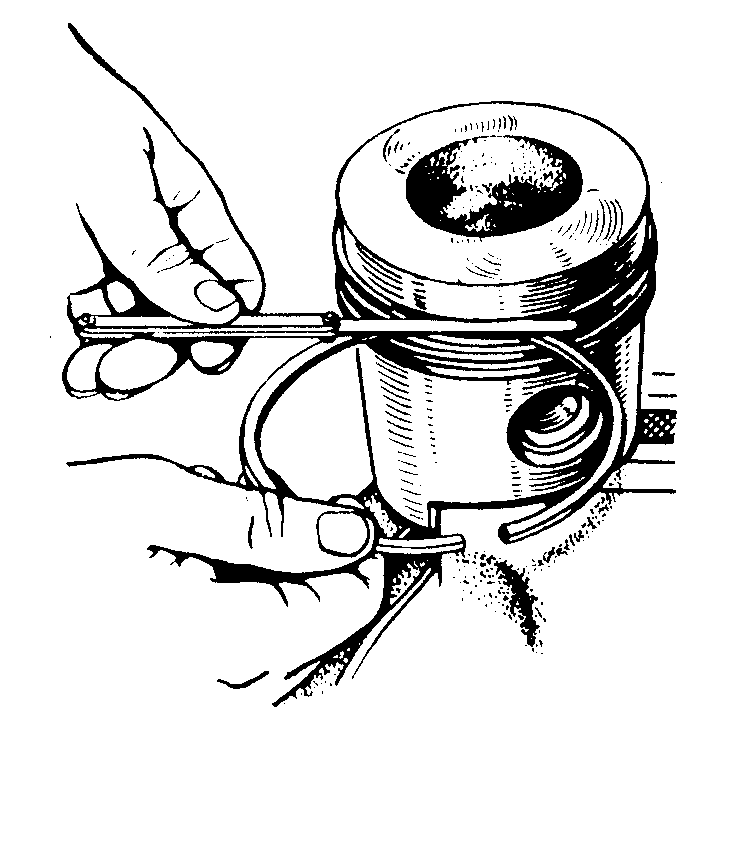
Рисунок 1.- Снятие колец с поршня. Рисунок 2.- Измерение зазора
«кольцо — канавка»
При помощи круглогубцев снять стопорные кольца поршневого пальца. Выпрессовать поршневой палец на прессе при помощи наставки, тем самым разъединив шатун и поршень.
После дефектации втулки верхней головки шатуна индикаторным нутромером, на прессе с использованием наставки выпрессовать втулку.
Поршень. Дефектацию поршней начинают с наружного осмотра. Поршни, имеющие трещины, задиры на боковой поверхности и в отверстиях бобышек, выбраковывают. Измерить диаметр отверстий в бобышках поршня нутромером с индикатором часового типа в двух плоскостях (по оси поршня и ей перпендикулярной) и по результатам измерений определить овальность, которая не должна превышать 0,06 мм. Измерить наружный диаметр поршня в плоскости качания шатуна на уровне оси отверстий бобышек (рисунок 3) и сравнить с техническими требованиями на соответствие размерной группе: Б, С, М. (приложение 1).
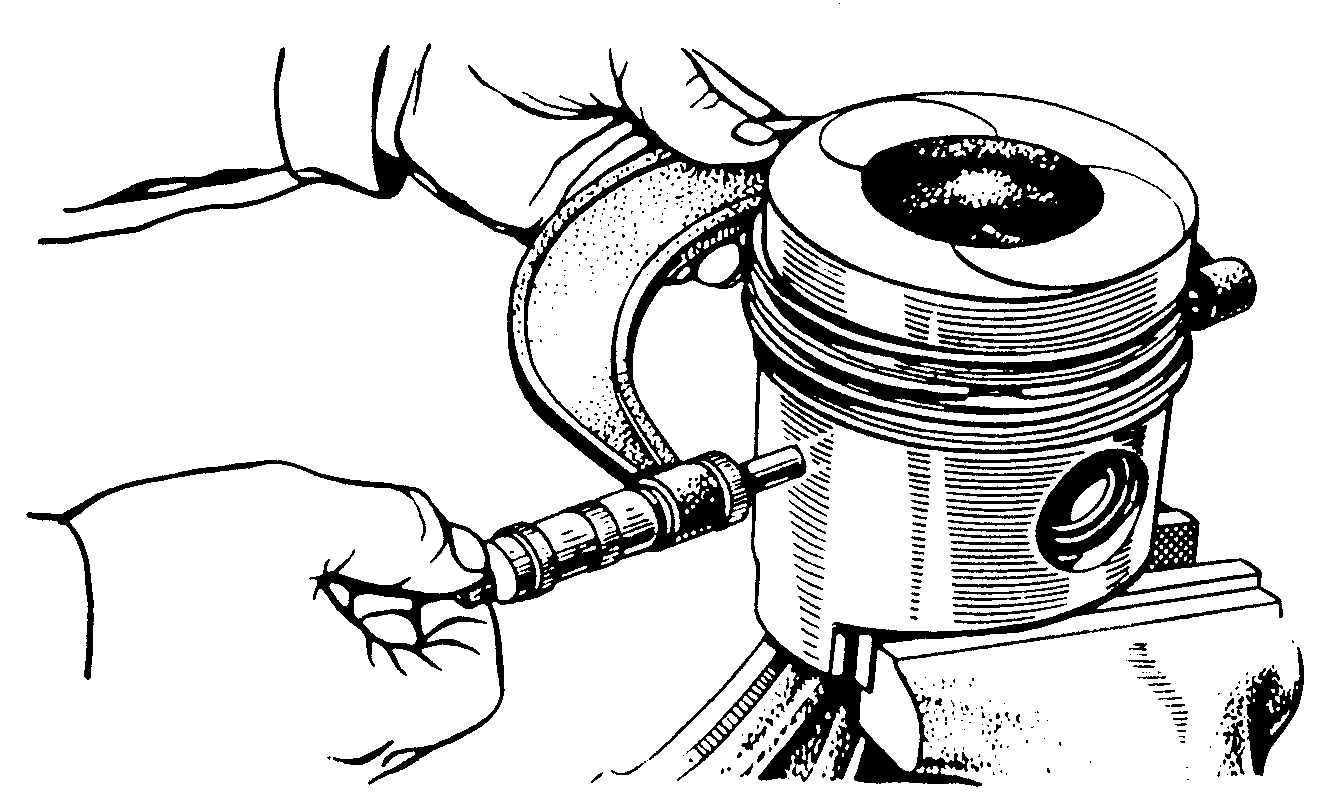
Рисунок 3.- Схема измерения диаметра юбки поршня.
Шатун. Внешним осмотром определяют видимые трещины, задиры. Невидимые трещины обнаруживают магнитным методом. Шатуны с трещинами выбраковывают.
Износ верхней и нижней головок определяют путем замера диаметра отверстий индикаторным нутромером в двух взаимно перпендикулярных плоскостях и двух сечениях (рисунок 4).
Р исунок 4.- Схема замеров диаметров отверстий нижней (а) и верхней (б) головок шатуна.
Замер отверстий нижней головки проводят при затянутых болтах с усилием, предусмотренным техническими условиями, в сечениях I-I и II-II находящихся на расстоянии 1/4 ширины головки от ее торцов в плоскостях А-А (перпендикулярной плоскости разъема), Б-Б и В-В.
Замер отверстий верхней головки шатуна выполняют в сечениях I-I и II-II, находящихся на расстоянии 1/4 ширины головки от ее торцов в плоскостях Г-Г и Д-Д. За действительный размер принимают наибольший из полученных.
Изгиб и скрученность шатунов проверяют в сборе с крышкой нижней головки без вкладышей и втулки на специальных приспособлениях. Одно из таких приспособлений показано на рисунке 5.
Призму 3 с индикаторами часового типа устанавливают на оправку 1 (рисунок 5б) и передвигают ее до соприкосновения упора 6 призмы с плоскостью плиты 5. В этом положении перемещают индикатор 4 до получения натяга на измерительном стержне и закрепляют его. Совмещают нулевое деление шкалы со стрелкой, затем поворачивают призму на 180° и также устанавливают индикатор 7.
В отверстие верхней головки шатуна с выпрессованной втулкой вставляют разжимную втулку 9 (рисунок 5в) и закрепляют ее конусами 8 и 10. Далее шатун устанавливают в оправку 1 (рисунок 5а), перемещают его до упора оправки 2 в плиту и закрепляю на оправке. Призму ставят па оправку 2 и при соприкосновении ее упоров с плитой 5 поочередно, по отклонению стрелки от нулевого положения индикатора 4 определяют изгиб шатуна, а по отклонению стрелки индикатора 7 (рисунок 5г) — скручивание.
Сравнить полученные результаты с техническими требованиями (приложение 1,2,3).
Рисунок 5.- Проверка на приборе КИ-724 шатуна на изгиб и скрученности.
а – установка стрелок индикаторов на «нуль»; б – проверка шатуна на изгиб; в – установка разжимной оправки; г – проверка шатуна на скрученность; д – устройство нижней оправки; 1 – нижняя оправка; 2 — разжимная оправка; 3 – призма; 4,7 – индикаторы ИЧ-10; 5 – плита; 6 – упор; 8,10 – конусы; 9 – разжимная втулка оправки; 11 – гайка; 12 – шатун; 13 – ограничитель; 14 – зажимной винт; 15 – рукоятка; 16 – разжимной палец-винт.
Поршневой палец. Внешним осмотром выявляется наличие трещин, сколов, задиров. Невидимые трещины выявляются магнитным дефектоскопом. Пальцы, имеющие трещины, сколы, задиры, подлежат выбраковке.
Действительный размер и величину износа рабочей поверхности под втулку верхней головки шатуна и отверстия бобышек поршня определяют микрометром в двух взаимно перпендикулярных плоскостях и трех сечениях — местах сопряжения с поршнем и втулкой (овальность не более 0,04мм).
Поршневые кольца. Внешним осмотром выявляется наличие трещин, сколов, забоин. Кольца, имеющие такие дефекты, выбраковываются. Дефектация колец производится с помощью МИП-100, на котором проверяется их упругость (рисунок 6). Кольцо устанавливают на площадку прибора 4 так, чтобы стык его находился в горизонтальной плоскости. Верхней площадкой машины МИП-100 нагружают кольцо до зазора в стыке (в замке), контролируя установленным щупом, 0,45…0,75 мм и снимают показания упругости. Для компрессионных колец при этом зазоре сила сжатия должна быть в пределах 55…83 Н.
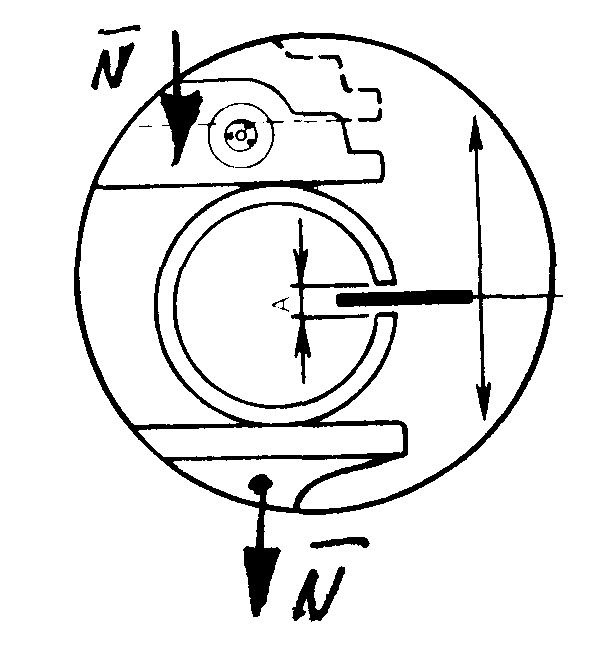
Рисунок 6.- Схема контроля упругости компрессионного кольца на приборе МИП-100.
Проверить щупом зазор в стыке поршневых колец, устанавливая их в цилиндр строго в плоскости, перпендикулярной оси цилиндра, и одновременно контролируя качество прилегания колец к стенке цилиндра на просвет. При малом зазоре стык можно опилить на приспособлении, а при большом — кольцо следует заменить. Радиальный зазор (просвет) между кольцом и цилиндром для тракторных двигателей не должен превышать 0,02 мм более чем в двух местах на дугах 30° и не ближе 30 мм от замка. У торсионных и конусных колец зазор допускается не более 0,02 мм, а у маслосъемных — 0,03 мм в любом месте с плавным уменьшением в обе стороны, но не ближе 5 мм от замка. Для автомобильных двигателей просвет не допускается.
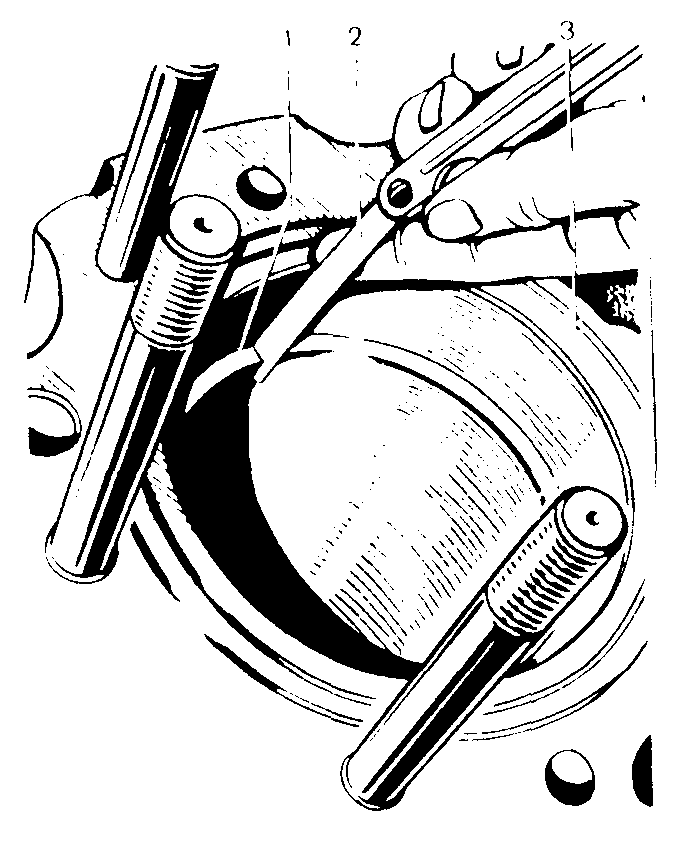
Рисунок 7.- Измерение зазора в замке поршневого кольца: 1 – кольцо; 2 – щуп пластинчатый; 3 – гильза.
Втулка верхней головки шатуна. Величина износа внутренней поверхности определяется с помощью индикаторного нутромера, а наружной — с помощью микрометра.
По результатам измерений определить овальность, она не должна превышать 0,04 мм.
Используя показания измерительного инструмента, подсчитать максимальный зазор в сопряжениях «палец-бобышка» и «палец-втулка», сравнить полученные данные с техническими требованиями, представленными в приложении 1.
При несоответствии деталей нормальным размерам их восстанавливают тем или иным способам.
Шатунные болты. Дефектация производится наружным осмотром и проходным резьбовым калибром. Болты и гайки с сорванной или смятой резьбой выбраковываются.
Снятие, ремонт и установка шатунно-поршневой группы | Двигатель
Снятие, ремонт и установка шатунно-поршневой группы УАЗ 31519
Вам потребуются: ключи «на 10», «на 12», «на 14», головки «на 15», «на 19», молоток.
1. Снимите головку блока цилиндров (см. «Замена прокладки головки блока цилиндров»).
2. Снимите масляный картер двигателя и прокладку картера (см. «Замена уплотнения масляного картера»).
3. Снимите масляный насос (см. «Снятие, ремонт и установка масляного насоса»).

4. Отверните гайки 1 шатунных болтов и снимите крышку 2 шатуна. Если крышка сидит плотно, сбейте ее несильными ударами молотка. Выньте из крышки вкладыш.
5. Протолкните поршень, чтобы он вышел из цилиндра, и выньте его вместе с шатуном. Выньте из шатуна вкладыш.
Примечания Если собираетесь устанавливать прежние вкладыши, пометьте их номером цилиндра. Вынимать поршень с шатуном из цилиндра нужно осторожно, чтобы не повредить зеркало цилиндра. Проверьте метки на шатуне и крышке шатуна. Если метки не видны, пометьте шатун и крышку номером цилиндра. |
6. Выньте остальные поршни с шатунами.
7. С помощью съемника снимите поршневые кольца, при отсутствии съемника осторожно разогните кольца у замков.
Предупреждение Не разгибайте кольца больше, чем это требуется для их снятия, иначе возможно нарушение формы колец или их поломка. |
|
|
8. Снимите стопорные кольца с двух сторон поршня. | 9. Выпрессуйте специальным приспособлением поршневые пальцы. Если нет приспособления, можно выбить поршневые пальцы легкими ударами молотка через оправку 1, это необходимо делать на весу, чтобы не повредить поршень. Выньте шатун 2 из поршня 3. |


10. Снимите остальные поршни с шатунов.
11. Промойте все детали в бензине. Очистите поршни от нагара. Очистите от нагара канавки под поршневые кольца обломком старого поршневого кольца.
12. Осмотрите поршни. Если на них есть задиры, следы прогара, замените поршни. Измерьте диаметр поршня. Если он меньше 95,4 мм, замените поршень. Диаметр поршня измеряют в плоскости, перпендикулярной оси поршневого пальца, на 8,0 мм ниже его оси. Поршень установлен в цилиндре с зазором 0,036–0,060 мм. Поршни разбиты по диаметру на пять размерных групп: А, Б, В, Г, Д. Буквенная маркировка выбита на днище поршня. При подборе поршня к цилиндру нужно обеспечить указанный выше зазор. Предельно допустимый зазор между поршнем и цилиндром 0,25 мм. Зазор между поршнем и цилиндром можно определить замером поршня и цилиндра. В запасные части поставляют поршни двух ремонтных размеров: с увеличенным на 0,5 и 1,0 мм диаметром. На одной из бобышек под поршневой палец отлита надпись: «409» (поршень номинального диаметра), «409АР» (диаметр, увеличенный на 0,5 мм) или «409БР» (диаметр, увеличенный на 1,0 мм).
|
|
13. Измерьте зазор между поршневым кольцом и канавкой на поршне в нескольких местах по окружности поршня. Зазор должен быть в пределах 0,096–0,060 мм для компрессионных колец и 0,115–0,365 мм для маслосъемного кольца. Если зазоры превышают указанные значения, кольца или поршни нужно заменить. | 14. Измерьте зазоры в замках поршневых колец. Для этого вставьте кольцо в цилиндр и продвиньте поршнем как оправкой, чтобы кольцо встало в цилиндре ровно, без перекосов. Измерьте щупом зазор в замке (в разъеме) кольца, он должен быть в пределах 0,3–0,6 мм для компрессионных колец и 0,5–1,0 мм для маслосъемных дисков. Если зазор превышает указанный, замените кольцо. Если зазор меньше, можно опилить концы кольца напильником, зажатым в тиски. При этом кольцо перемещайте по напильнику вверх-вниз. |


15. Проверьте посадку поршневого пальца в верхней головке шатуна. Зазор между пальцем и втулкой верхней головки шатуна должен быть в пределах 0,0045–0,0095 мм. Пальцы, поршни и шатуны разбиты на четыре размерные группы и промаркированы краской. Палец маркируют на внутренней поверхности с одного конца, шатун — на стержне, поршень — на нижней поверхности одной из бобышек или выбивают римскую цифру на днище поршня. Размерные группы поршней, шатунов и пальцев приведены в табл. 5.3.
Слегка смажьте поршневой палец чистым моторным маслом и вставьте в верхнюю головку шатуна. Палец должен входить в головку от усилия руки ровно, без заеданий. Шатун должен проворачиваться на поршневом пальце под действием собственного веса из горизонтального положения. В вертикальном положении палец не должен выдвигаться или выпадать из головки шатуна под действием собственного веса. Поршневой палец и шатун должны быть одной или соседних размерных групп.
Таблица 5.3 Размерные группы поршней, шатунов и пальцев двигателей мод. ЗМЗ-409.10

16. Поршни с поршневыми кольцами, пальцами и шатунами в сборе подбирают по массе. Разница по массе для одного двигателя должна быть не больше 10 г.
17. Осмотрите шатунные вкладыши. Если на них есть задиры, выкрашивания и прочие дефекты, замените вкладыши.
18. Установите на шатуны крышки и измерьте диаметр отверстия в нижней головке шатуна. Номинальный диаметр отверстия 60+0,019 мм, предельно допустимый – 60,03 мм. Если измеренный диаметр превышает предельно допустимый, замените шатун с крышкой. Измерьте диаметр отверстия во втулке верхней головки шатуна. Номинальный диаметр отверстия 22+0,007 –0,003 мм, предельно допустимый – 22,01 мм. Если измеренный диаметр превышает предельно допустимый, замените шатун. Размеры шатунно-поршневой группы приведены в табл. 5.4.
Таблица 5.4 Номинальные и предельно допустимые размеры и посадка сопрягаемых деталей шатунно-поршневой группы двигателя мод. ЗМЗ-409.10

*Допуск 0,06 мм разбит на пять групп (через 0,012 мм).

19. Соберите поршень 4 с шатуном 3. Предварительно нагрейте поршень до температуры 60–80 °С. Затем быстро вставьте шатун в поршень так, чтобы надпись «Перед» на поршне и выступ А на шатуне были с одной стороны, и запрессуйте поршневой палец 6 с максимальным натягом 0,0025 мм. Установите стопорные кольца 5. Наденьте с помощью съемника поршневые кольца на поршень.
Примечание На верхнем компрессионном кольце имеется надпись «Верх». Кольцо необходимо устанавливать на поршень этой надписью к днищу поршня. На нижнем компрессионном кольце с внутренней стороны есть проточка, кольцо надо устанавливать этой проточкой вверх к днищу поршня. |
Вставьте вкладыш 7 в нижнюю головку шатуна, при этом фиксирующий выступ («замок») на вкладыше должен войти в выемку в нижней головке поршня. Вставьте вкладыш 1 в крышку 2 шатуна, при этом фиксирующий выступ («замок») вкладыша должен войти в выемку в крышке. Смажьте цилиндр, поршень 4, шатунную шейку коленчатого вала и вкладыши 1 и 7 чистым моторным маслом. Поверните поршневые кольца так, чтобы замки компрессионных колец расположились под углом 180° друг к другу, замки дисков маслосъемного кольца — под углом 180° друг к другу и под углом 90° к замкам компрессионных колец, замок расширителя маслосъемного кольца под углом 45° к замку одного из дисков маслосъемного кольца. Поверните коленчатый вал так, чтобы шатунная шейка цилиндра, в который устанавливают поршень, находилась в нижней мертвой точке (НМТ). Вставьте поршень с шатуном в цилиндр так, чтобы надпись «Перед» на бобышке поршня была обращена к передней части двигателя (к приводу распределительных валов).
Полезный совет Для того чтобы не повредить зеркало цилиндра, рекомендуется надеть на шатунные болты втулки из мягкого материала (например, обрезки резиновых или пластмассовых шлангов). |
С помощью специальной оправки обожмите поршневые кольца и легкими ударами рукояткой молотка протолкните поршень в цилиндр, при этом оправка должна быть плотно прижата к блоку, иначе поршневые кольца можно сломать. Продвиньте поршень вниз, чтобы нижняя головка шатуна села на шатунную шейку коленчатого вала, и снимите с шатунных болтов обрезки шлангов. Установите крышку 2 шатуна на шатунные болты, уступ Б на крышке шатуна должен быть с той же стороны, что и выступ А на нижней головке шатуна, номера цилиндров, выбитые на шатуне и крышке, должны быть расположены с одной стороны, а «замки» вкладышей — друг против друга.

20. Заверните гайки шатунных болтов и затяните моментом 68–75 Н·м (6,8–7,5 кгс·м).
21. Аналогично установите остальные поршни с шатунами.
22. Несколько раз проверните коленчатый вал, он должен вращаться легко, без заеданий.
23. Установите масляный насос, масляный картер и головку блока цилиндров.
Видео про «Снятие, ремонт и установка шатунно-поршневой группы» для УАЗ 31519
УАЗ/ГАЗЕЛЬ — Ремонт двигателя УМЗ 421 — Часть 2 — Замена втулок шатунов
Как заменить поршневую в 406 ЗМЗ двигателе не снимая с машины часть 2
УАЗ/ГАЗЕЛЬ — Ремонт двигателя УМЗ 421 — часть 1 Дефектовка
Сборка и установка шатунно-поршневой группы на двигатель
Поршни с шатунами
На днище поршня нанесено обозначение группы поршня по диаметру юбки, на передней части поршня — ремонтной группы и ремонтного размера поршня. Для облегчения индивидуального подбора поршней к цилиндрам каждый из размеров ремонтной группы подразделяют на размерные группы, в которых размеры поршней по диаметру юбки следуют через 0,01 мм. Все операции подбора поршней по цилиндрам необходимо проводить при температуре окружающей среды 17… 23 °С.
Для облегчения индивидуального подбора поршневых пальцев поршни по диаметру отверстия под поршневой палец подразделяют на четыре размерные группы. Маркировку размерной группы по диаметру отверстий под поршневой палец осуществляют нанесением краски на бобышку поршня.
При замене поршней без замены гильзы цилиндров верхнюю кромку (буртик) гильзы, которая образовалась в результате износа гильзы под верхним поршневым кольцом, целесообразно обработать шабером или мелкозернистым шлифовальным кругом, установленным на пневматической или электрической дрели.
Поршни к цилиндрам следует подбирать так, чтобы зазор между стенкой цилиндров и юбкой поршня был 0,03…0,05 мм. Зазор определяется лентой-щупом толщиной 0,08 мм, шириной 10… 13 мм и длиной не менее 200 мм. Ленту-щуп протягивают через зазор между поршнем и цилиндром при неподвижном поршне с усилием 25… 45 Н, При этом поршень должен быть обращен днищем вниз, а лента-щуп должна находиться в плоскости, перпендикулярной оси отверстия под поршневой палец. Подбор поршней можно проводить не выпрессовывая гильзы из блока или после их выпрессовки. После подбора поршней к гильзам цилиндров необходимо на днищах поршней выбить порядковые номера цилиндров.
Посадку пальца в бобышках поршня выполняют с натягом 0,0025… 0,0075 мм. Допуск цилиндричности пальца равен 0,00125 мм в радиусном выражении. Стопорные кольца поршневого пальца следует устанавливать в канавках поршня с некоторым натягом, т.е. они не должны проворачиваться от усилия руки. Кольца, потерявшие упругость, следует заменить.
Шатуны
Нижнюю головку шатуна обрабатывают в сборе с крышкой, поэтому при разборке, контроле и сборке следует сохранять комплектность шатуна и крышки шатуна. Крышки шатунов центрируют по шлифованным поверхностям шатунных болтов. Ремонт верхней головки шатуна обычно заключается в выпрессовывании, запрессовывании и растачивании втулки. Усилие запрессовки втулки должно быть не менее 7 000 Н, При ремонте верхней головки шатуна размеры под втулку и палец должны соответствовать размерам, рекомендованным заводом-изготовителем. Для подбора пары поршневой палец — шатун размеры верхней головки шатуна (диаметр от-верстия под втулку) подразделяют на размерные группы, которые отличаются друг от друга на 0,0025 мм.

Рис. Подбор поршня к гильзе с помощью ленты-щупа:
а — гильза запрессована в блок цилиндров; б — гильза выпрессована из блока цилиндров
Сборка шатунно-поршневой группы
Для сборки шатуна с поршнем нужно подобрать поршневой палец к втулкам верхней головки шатуна и бобышкам поршня. Для соединения с шатуном поршень нагревают в масле или в электронагревательном приборе до температуры 55 °С. При этом палец в отверстие бобышки нагретого поршня должен входить плавно от усилия большого пальца правой руки. В таком соединении после охлаждения поршня появляется необходимый натяг 0,0025 …0,0075 мм.
Затем нужно сверить порядковые номера поршней и шатунов. Шатун закрепляют в тисках, устанавливают поршень, их соединение фиксируют пальцем. Поршень при сборке с шатуном должен быть установлен так, чтобы метка на днище поршня была направлена к передней части двигателя. Бобышка, выштампованная на шатуне для левой группы цилиндров, также должна быть направлена к передней части двигателя, т.е. в одну сторону с меткой на поршне. Для правой группы цилиндров при сборке поршня с шатуном бобышка шатуна должна быть направлена к задней части двигателя, а метка на днище поршня — к передней части.
После соединения и проверки шатунно-поршневой группы следует закрепить стопорными кольцами палец в бобышках поршня, затем тщательно протереть подобранные по канавкам и подогнанные к цилиндрам поршневые кольца и установить их на поршни с помощью специального приспособления. Поршни в сборе с шатуном необходимо проверить по массе. Детали комплекта, установленного на одном двигателе, не должны отличаться по массе более чем на 12 г, т.е. шатуны должны соответствовать по массе одной группе. Для установки поршней с шатунами в цилиндры блока нужно выполнить следующие операции:
- повернуть блок двигателя, установить его на стенде вертикально, передней частью вверх;
- последовательно, один за другим брать поршни с шатунами в сборе;
- тщательно протереть салфеткой постель под вкладыши в нижней головке шатуна;
- отвернуть гайки и снять крышку шатуна;
- установить шатун с поршнем.
При этом рекомендуется надеть на шатунные болты специальные колпачки из латуни или меди, предохраняющие зеркало гильзы цилиндров от повреждений.
Затем необходимо проверить и продуть отверстие в нижней головке шатуна, служащее для разбрызгивания масла на стенки цилиндра, вставить вкладыши в шатун и в крышку, протереть салфеткой верхние вкладыши шатуна и поршень, установить на поршень кольца, располагая внутреннюю выточку вверх, развести стыки компрессионных колец по окружности поршня примерно на 120°. После установки развести стыки компрессионных колец на 180°.
Далее следует протереть салфеткой гильзы цилиндров блока и шатунную шейку, смазать чистым маслом, применяемым для двигателя, поверхность шатунного вкладыша, поршня, поршневых колец и гильз цилиндров, вставить поршень с шатуном в цилиндр, направив метку на днище поршня к передней части двигателя с помощью специального приспособления, довести подшипники шатуна до шейки коленчатого вала, продвигая поршень по цилиндру с помощью деревянной оправки, смазать маслом шейку вала и подтянуть нижнюю головку к ней, снять предохранительные наконечники с шатунных болтов и поставить на место нижнюю крышку шатуна, закрепив ее шатунными гайками.
Перед окончанием сборки нужно проверить суммарный осевой зазор между торцами шатунов и шатунной шейки коленчатого вала с помощью щупа и окончательно затянуть болты шатунных подшипников динамометрическим ключом. После затяжки каждой пары шатунных подшипников следует проворачивать коленчатый вал. Момент прокручивания вала при правильно подобранных радиальных зазорах в подшипниках должен быть не более 100 Нм. Аналогичные операции нужно провести при установке в цилиндры остальных поршней с шатунами.
Ремонт шатунно-поршневой группы КАМАЗ своими руками, руководство, неисправности, фото, последовательность, запчасти
Поршень с кольцами и шатуном в сборе устанавливают в тиски и с помощью съемника И-801.08.000 снимают с поршня кольцо 3 (см. рис. 5.13) компрессионное верхнее, кольцо 2 компрессионное и кольцо 13 маслосъемное в сборе. При необходимости замены поршня или шатуна вынимают стопорное кольцо 4 поршневого пальца из бобышек поршня и вынимают поршень с шатуном в сборе из тисков. Шатунно-поршневая группа КАМАЗ, детали, запчасти (рис. 5.13):1 — кольцо поршневое маслосъемное; 2 — кольцо поршневое компрессионное; 3 — кольцо поршневое компрессионное верхнее; 4 — кольца поршневого пальца; 5 — палец поршневой; 6 — поршень со вставкой в сборе; 7 — втулка шатуна; 8 — шатун; 9 — болт крепления крышки шатуна; 10 — крышка шатуна; 11 — гайка; 12 — вкладыш нижней головки шатуна; 13 — кольцо маслосъемное в сборе; 14 — расширитель маслосъемного кольца Нагрев поршень в течение 10 мин в масляной ванне до температуры 80… 100 ° С, выпрессовывают с помощью выколотки поршневой палец. Детали шатунно-поршневой группы моют и дефектуют. Поршень бракуют при наличии трещин, прогаров, разрушении днища, вкраплении инородных частиц, а также при износе:
— юбки поршня в плоскости, перпендикулярной оси пальца, на расстоянии 104 мм от днища — до размера менее 119,81 мм;
— отверстия под поршневой палец — до диаметра более 45,02 мм;
— канавки верхнего компрессионного кольца — до размера, измеряемого по вложенным в канавку роликам диаметром 2,96 мм, менее 120,25 мм;
— канавки нижнего компрессионного кольца — до размера, измеряемого аналогично, менее 120,7 мм;
— канавки маслосъемного кольца — до высоты более 5,1 мм;
— наружной поверхности — до диаметра менее 44,99 мм. Поршневой палец бракуют при наличии сколов, трещин, рисок, забоин и следов коррозии на поверхности и торцах, а также при износе наружной поверхности до диаметра менее 44,99 мм. В последнем случае деталь следует направить на восстановление. Шатун в сборе бракуют при наличии трещин или обломов, износе торцов нижней головки по ширине до размера менее 33,23 мм. Изгиб и скручивание шатуна определяют с помощью приспособления 30701. При непараллельности осей отверстий головок шатуна на длине 100 мм более 0,06 мм шатун бракуют или направляют на восстановление. При износе отверстия во втулке верхней головки шатуна до диаметра более 45,04 мм втулку выпрессовывают и устанавливают новую бронзовую втулку таким образом, чтобы масляные отверстия во втулке и шатуне совпадали. Перед установкой втулку охлаждают до температуры минус 50 ° С. Запрессовка втулки не допускается. Отверстие в установленной втулке растачивают до диаметра 45+(0,024 — 0.01) мм при частоте врашения расточной головки 1600 об/мин и подаче 0,06 мм/ оборот. Восстановленный шатун промывают и обдувают сжатым воздухом. При износе отверстия в верхней головке шатуна под втулку до диаметра более 49,02 мм шатун бракуют или направляют на восстановление. При износе отверстия нижней головки шатуна до диаметра более 85,02 мм его обрабатывают до ремонтного размера 85,5 +(0,01) мм, а при диаметре более 85,535 мм — бракуют или направляют на восстановление. Перед сборкой шатунно-поршневой группы поршневые пальцы подбирают к шатунам. Поршень нагревают в масле до температуры 80…100 ° С, помещают в приспособление для сборки и соединяют с шатуном поршневым пальцем, установив шатун так, чтобы выточки под клапаны в поршне и пазы под усы вкладышей на шатуне были расположены с одной стороны. Запрессовка поршневого пальца не допускается. Перед сборкой сопрягаемые поверхности поршневого пальца и отверстий в поршне смазывают тонким слоем чистого мотороного масла. В канавки поршня устанавливают стопорные кольца поршневого пальца. На поршень с помощью приспособления для снятия и установки колец последовательно устанавливают маслосъемное и компрессионные кольца. При монтаже маслосъемного кольца в канавку поршня устанавливают расширитель 14 (см. рис. 5.13) и затем надевают маслосъемное кольцо так, чтобы стык расширителя находился диаметрально противоположно замку кольца. Компрессионные кольца устанавливают на поршень скошенной стороной и клеймом «верх» к днищу поршня. Замки соседних колец располагают под углом 120 ° . Перед установкой колец удаляют нагар из канавок поршня, а после установки проверяют легкость перемещения колец в канавках. Шатун также должен свободно перемещаться вокруг оси поршневого пальца. При соблюдении этих требований поршень в сборе с шатуном снимают с приспособления и передают на сборку двигателя. Далее ремонт головки цилиндров КАМАЗ.
Ремонт шатунно-поршневой группы дизелей — Страница 24
Страница 24 из 75
Во время профилактического осмотра (по условиям эксплуатации) и малого периодического ремонта у дизелей типа Д100 очищают от нагара выпускные и продувочные окна и обязательно осматривают состояние цилиндровых гильз, колец и поршней с пробоксовкой коленчатого вала, у 2Д100 через один М2, а у 10Д100 при каждом М2. У всех двигателей осматривают шатунные подшипники (без разборки). Большой периодический и подъемочный ремонты предусматривают выемку поршней с шатунами для осмотра, проверки и ремонта.
Рис. 73. Нижний поршень дизеля 10Д100 в сборе (места образования нагара и трещин выделены жирными линиями):
1 — поршень; 2 — компрессионное кольцо; 3 — шатун; 4 — гайка шпильки; 5, 6 — маслосрезывающие кольца; 7 — поршневой палец; 8— втулка; 9— вставка; 10 — ползушка; 11— пружина; 12 — прокладки
На заводе поршни с кольцами и вкладыши шатуна заменяют на новые.
Во время эксплуатации у поршней изнашивается направляющая часть (юбка) и ручьи, а у колец, кроме износа, возможен излом, пригорание и потеря упругости. Износ колец происходит преимущественно у замков. Для поршней дизеля типа Д100 характерным является износ полуды, задир (10Д100), прогар днища, а также появление трещин у ручьев поршней и их вставок. У шатунов наблюдается увеличение зазора между пальцем и втулкой верхней головки шатуна, деформация головок, износ резьбового соединения шатунных болтов.
Форма износа пальцев и втулок верхней головки шатуна зависит от конструкции поршня. У дизеля 2Д100 при закрепленном пальце износ последнего односторонний, а у дизелей 10Д100, Д50, имеющих «плавающие» пальцы, износ их происходит равномерно. Втулки верхней головки шатуна изнашиваются односторонне.
Для вкладышей характерен износ, выкрашивание баббитовой заливки, а также потеря натяга. У поршней возможны трещины и отложение нагара на поверхности, охлаждаемой маслом (рис. 73). Зазоры даны для Мб, а в рамках— для М4 и М5.
Способы оценки состояния деталей шатунно-поршневой группы дизеля в эксплуатации (без разборки).
Для определения состояния деталей без разборки используют спектральный анализ картерного масла, данные о расходе масла, а также данные измерения давления сжатия в полости цилиндра. Спектральный анализ картерного масла дает возможность определить интенсивность износа деталей, изготовленных из одного какого- либо металла (свинец, бронза, чугун, сталь) Определение интенсивного износа какой- либо определенной детали ( при спектральном анализе) может быть произведено путем дополнительных данных, базирующихся на статистике измерений износа. Второй способ определения состояния шатунно-поршневой группы по расходу масла базируется на данных о доливе масла в картер вследствие угара во время эксплуатации. Сокращение расхода масла достигается заменой компрессионных и маслосрезывающих колец. Это сокращение становится меньше при изношенных гильзах.
В связи с износом колец изменяется давление сжатия. Зависимость показателя плотности цилиндра от зазоров 5 в замках всех компрессионных колец дизеля 2Д100 представлена на рис. 74. Если в каждом кольце при выпуске из ремонта будет установлен зазор 1, 2 мм, то показатель плотности будет 30,5, а при предельном зазоре 4 мм этот показатель будет 30,14, т. е. уменьшится на 1,17%. Уменьшение показателя вызывает понижение экономичности дизеля — увеличение расхода топлива, а увеличение зазора, вызванного износом колец, увеличивает расход масла. Имея данные испытания какого-либо типа дизеля при различном состоянии цилиндро-поршневой группы и соответственно расход топлива и масла для данного дизеля того же типа, можно прогнозировать состояние этого дизеля.
от зазоров 5 в замках всех компрессионных колец дизеля 2Д100 представлена на рис. 74. Если в каждом кольце при выпуске из ремонта будет установлен зазор 1, 2 мм, то показатель плотности будет 30,5, а при предельном зазоре 4 мм этот показатель будет 30,14, т. е. уменьшится на 1,17%. Уменьшение показателя вызывает понижение экономичности дизеля — увеличение расхода топлива, а увеличение зазора, вызванного износом колец, увеличивает расход масла. Имея данные испытания какого-либо типа дизеля при различном состоянии цилиндро-поршневой группы и соответственно расход топлива и масла для данного дизеля того же типа, можно прогнозировать состояние этого дизеля.
Рис. 74. Зависимость показателя плотности цилиндра от зазоров в замках компрессионных колец дизеля 2Д100: рс — давление сжатия при номинальном режиме; рх— давление воздуха в наддувочном коллекторе; S — суммарный зазор в замке у компрессионных колец

Рис. 75. Схема выемки и постановки на место нижнего поршня дизеля типа Д100:
1— рым; 2 — трос; 3 — защитный хомут; 4 — трещотка; 5 — хомуты для колец; 6 — полозья 

Рис. 76. Схема выемки и постановки на место верхних поршней дизеля типа Д100:
а — выемка 2-5-10 поршней: б — выемка первого поршня: в — постановка поршня; 1 — гайковерт; 2 — выжимной винт; 3 — упорная балка; 4 — диск;
5 — крюк; 6 — трос; 7 — упорная балка для первого цилиндра
Выемка и монтаж поршней дизеля типа Д100.
Для выемки нижних поршней применяют лебедки различной конструкции. Так, например, существует способ выемки поршня при помощи двух лебедок трещоточного типа (рис. 75). В отверстия под шатунные болты вставляют рымы 1, к которым крепят трос 2, натягиваемый трещоткой 4. Для предохранения от повреждений на шейку надевают брезентовый хомут 3. Вращая привод, поднимают шатун с поршнем вверх до выведения его из соприкосновения с шатунной шейкой, затем поворачивают коленчатый вал примерно в положение, указанное на рис. 75, и поршень с шатуном опускают на полозья 6, а затем вынимают их через боковой люк картера. Поршень вставляют в обратном порядке, используя два хомута 5 для сжатия поршневых колец.
Верхние поршни вынимают вверх при снятом верхнем коленчатом вале. Если вал не снимается, то верхний поршень вынимают после удаления нижнего поршня вниз при помощи приспособления (рис. 76). В этом случае после разборки нижней головки шатуна и поршня вставку поршня вместе с шатуном вынимают кверху, а стакан поршня без маслосрезывающих колец выжимают (вследствие нагара) вниз при помощи винта 2, гайковерта 1 типа И-51, поддерживая извлекаемый стакан поршня тросом 6. Чтобы нагар во время очистки окон не попал в картер, на цилиндровые гильзы надевают защитные крышки. При постановке верхнего поршня обратно используют то же приспособление.