Притирка клапанов своими руками
Такая операция, как притирка клапанов входит в перечень работ по капитальному ремонту двигателя. Направлена она на обеспечение как можно плотной посадки тарелки клапана к седлу, тем самым по максимуму снижая возможность пропускания топлива в цилиндры или прорыв выхлопных газов.
После длительной эксплуатации автомобиля на поверхностях фаски клапана и седла оседает нагар, появляются микрораковины, задиры.
В итоге пятно контакта между поверхностями уменьшается, клапан неплотно прилегает к седлу, из-за чего он начинает пропускать и у двигателя снижается компрессия.
Для удаления нагара, раковин, задиров и применяется притирка клапанов, вследствие чего восстанавливается пятно контакта между клапаном и седлом.
Помимо выполнения данной операции в рамках капитального ремонта притирку клапанов проводят еще в ряде случаев.
Так, данные работы проводят:
- При подгорании клапана или седла;
- При прогорании тарелки клапана;
- При замене их в случае повреждения, в общем, всегда, когда возникли проблемы с данными элементами.
Требуемый инструмент для притирки клапанов
Работы по притирке клапанов не особо сложные, но выполнение их занимает длительное время, особенно, если делать это своими руками.
На автомобиле выполнить их невозможно, придется частично разбирать силовую установку, а именно снимать головку блока цилиндров.
Поэтому при решении произвести притирку клапанов сразу следует позаботиться о наличии новой прокладки ГБЦ.
Из инструментов для выполнения этой операции понадобится:
- Набор ключей и головок;
- Приспособление для разсухаривания клапанов;
- Приспособление для выполнения притирки;
- Пасты для притирки;
- Ветоши;
- Керосин.
Приспособления для выполнения работ, пасты для притирки
Пройдемся по приспособлениям для клапанов.
Для вытаскивания сухарей, которыми удерживается головка клапана в посадочной тарелке, есть специальные приспособления.
Конструкций их много, описывать все не будем. Отметим только, что все они действуют по одному принципу.
Этим приспособлением пружины клапана сжимаются, тарелка крепления клапана опускается вниз, высвобождая сухари, и они извлекаются.


Но можно поступить и простым методом. Потребуется отрезок трубки, по диаметру чуть меньше тарелки крепления.
Эту трубку наставляют на тарелку резко по ней бьют молотком. Из-за удара пружины сжимаются, тарелка проседает и сухари выскакивают.

При этом лучше отверстие с той стороны, по которой будет наноситься удар, чем-нибудь закрыть, чтобы через него не вылетели сухари.
Теперь о приспособлении для притирки.
Его можно приобрести, обычно такое приспособление состоит из гаечного зажима, штанги и воротка.

Но можно сделать его и самому. Для этого понадобится стержень диаметром, равным диаметру клапана. К нему приваривается вороток так, чтобы получилась Т-образная конструкция.
С другой от воротка стороны на стержень одевается отрезок резиновой трубки.
1 – металлический стержень диаметром 5 – 8 мм, в зависимости от диаметра стержня клапана, 2 – резиновая трубка, 3 – зажимные хомуты.
Внутренний диаметр трубки нужно выбирать такой, чтобы она плотно садилась на стержень.
Понадобится также еще один хомут, им будет зажиматься край резиновой трубки, который будет одеваться на стержень клапана.
Для притирки клапанов своими руками одних приспособлений мало, так как данная операция производится с применением специальных паст.
Найти их несложно, можно приобрести как дешевые притирочные пасты, так и весьма дорогие.
Для притирки лучше приобретать комплекты, состоящие из двух паст или же просто две пасты – для первичной черновой обработки и для вторичной чистовой.
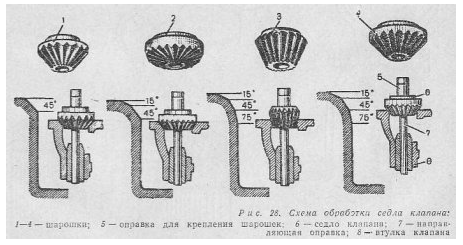
Возможно также понадобиться применение шарошки. Она представляет собой конусную головку для дрели с вставленными в нее резцами по металлу.



Используют ее для того, чтобы обработать поврежденную поверхность седла.
Процесс притирки клапанов
Вначале снимаем с двигателя головку. Далее с головки снимается распредвал, регулировочные шайбы или гидрокомпенсаторы.
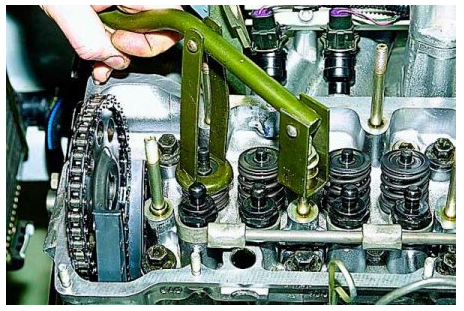
Следующим этапом является разсухаривание клапанов. Для этого применяют либо приспособление, либо же они выбиваются проставкой.
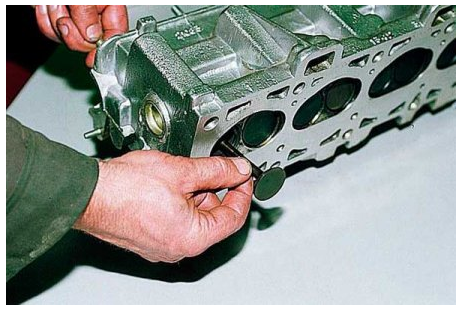
После этого снимаются крепежные тарелки и пружины. Сам клапан извлекается из головки для оценки его состояния и состояния седла.

Если он не имеет следов подгорания и не изогнут его стержень, то менять его необязательно, он подойдет и для дальнейшего использования.
Седло тоже нужно осмотреть на наличие следов подгорания. Если следы подгорания седла имеются, его поверхность вначале обрабатывается шарошкой.


После удостоверения, что подгорания на поверхностях нет, начинают процесс притирки.

Для этого на фаску клапана наносится немного пасты для первичной обработки.
Далее он ставится на место, а на его стержень надевается приспособление для притирки. Если оно самодельное, то резиновую трубку на стержне нужно зажать хомутом.

Затем приспособлением клапан поджимается к седлу и начинается притирка.
Для этого за вороток клапан проворачивается на 180 град., после проворачивается в обратную сторону. Такими движениями и производиться притирка.
На обработку поверхности одним типом пасты уходит примерно 5-7 мин. времени.
Периодически положение клапана меняется. То есть, его нужно провернуть примерно на 90 град. от крайнего положения при притирке, после чего снова продолжается процесс с проворотом его на 180 град. и возвратом обратно.
Механизировать процесс путем использования дрели с насадкой на стержень клапана не желательно.
Дрели обычно имеют большие обороты, поэтому при притирке ею существует вероятность перегрева седла и фаски клапана.
В таком случае лучше подойдет шуруповерт. Но круговое движение, которое будет обеспечиваться дрелью или шуруповертом, при притирке не рекомендуется, данную операцию лучше производить путем полуоборота клапана с последующим проворотом в обратную сторону, то есть ручную притирку.
После притирки черновой пастой, поверхности тщательно очищаются ветошью, чтобы удалить остатки пасты.
Затем на фаску клапана наноситься паста для чистовой обработки и процесс притирки повторяется.

Успешным результатом проведенной притирки будет являться равномерный серый матовый цвет притираемых поверхностей без каких-либо следов раковин или царапин.

Так по одному притираются все клапаны как впускные, так и выпускные. Особой разницы в том, на каком двигателе автомобиля выполняется данная операция — нет.
Процесс притирки клапанов одинаков как для ВАЗ-2106, так и для ВАЗ-2109 и более поздних моделей.
Разницу в сложности работ у этих авто может составлять разве что процесс снятия ГБЦ, подготовка к притирке, ну и удобства доступа приспособлением к клапанам из-за несколько отличающихся форм головки блока цилиндров.
Проверка качества притирки
После притирки всех клапанов рекомендуется провести проверку плотности прилегания их к седлам.
Для этого сначала нужно все клапаны установить на место, установить пружины с крепежными тарелками и засухарить их.
Вот здесь уже без приспособления для разсухаривания не обойтись.
Далее головка устанавливается на ровную поверхность тарелками клапанов вверх.
В камеры сгорания наливается керосин, поскольку он обладает высокой текучестью. Уровень его замеряется и ГБЦ оставляется на сутки.

Если по прошествии времени уровень керосина не снизился или снизился очень незначительно – притирка выполнена хорошо и можно двигатель собирать.
Если же замечена утечка керосина, операция по притирке клапанов производится еще раз, но только тех, на которых отмечена утечка.
Как обычно, для закрепление нашего материала мы предлагаем вам посмотреть видео о ток, как притереть клапана своими руками подручными средствами.
Приспособления для притирки клапанов своими руками
Капремонт двигателя – трудоемкая и довольно дорогостоящая процедура. Многие операции, самостоятельно в гаражных условиях, выполнить невозможно по причине отсутствия необходимого оборудования, но на некоторых вполне удастся сэкономить. Один из путей уменьшения затрат на приведение двигателя в порядок – притирка клапанов своими руками.
Чтобы мотор работал с максимальной эффективностью, клапаны должны закрываться очень плотно, чтобы исключить потери энергии. Для того чтобы добиться плотного прилегания их к седлам, выполняют их притирку. Для работы потребуется:
- шарошка для удаления выработки;
- притирочная паста;
- инструмент для притирки.
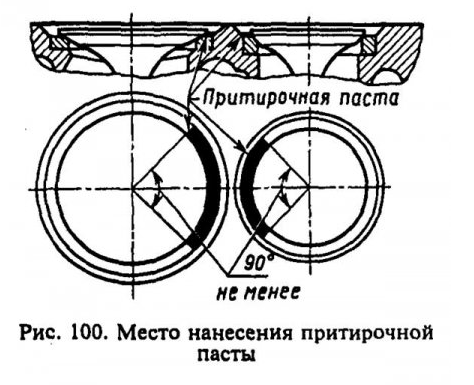
Притирочная паста
Приобрести нужно два тюбика: крупнозернистую пасту для черновой обработки, и мелкозернистую – для финишной. С таким набором работа будет выполнена быстрее и качественнее.
Шарошка для удаления выработки
С помощью этого инструмента производится восстановление седел клапанов. Чтобы определить, нужно ли воспользоваться шарошкой, или можно обойтись без нее, следует осмотреть седла. Они могут быть покрыты нагаром и раковинами, но если фаски имеют правильную коническую форму, можно сразу переходить к притирке, в противном случае, если фаски скруглены или на них имеются ступеньки, потребуется придать им правильную форму при помощи шарошки.
Поскольку формы и размеры седел на разных головках различны (например, у ВАЗ-2106 и ВАЗ-2109), нужно подобрать подходящий инструмент. Обработку седел можно провести вручную или, для экономии времени, с помощью дрели. Для этого шарошка закрепляется в патроне, как обычное сверло, и под ее воздействием удаляется поверхностный слой металла. Сигналом к прекращению удаления выработки служит появление блестящего ровного круга, по форме соответствующего тарелке клапана.
На видео можно посмотреть, как седла обрабатываются шарошкой.
» alt=»»>
Инструмент для притирки
В качестве альтернативы может быть использована специальная присоска, которая одним концом зажимается в патрон дрели, а другим прилепляется к тарелке клапана. При покупке следует ее проверить, обратить внимание на качество материала, из которого изготовлена присоска, поскольку некачественное приспособление будет постоянно отлепляться, и работа значительно усложнится.
После этого остается только нанести притирочную пасту, и можно приступать к процессу. Притирка клапанов и седел должна производиться с соблюдением следующих условий:
- скорость вращения патрона дрели не выше 500 об./мин. во избежание перегрева седел и поясков клапанов;
- притирка осуществляется в обе стороны (имитируется работа газораспределительного механизма).
Притирка клапанов
Притирка клапанов ВАЗ-2106 (2109) выполняется следующим образом: до начала обработки под клапан ставится слабая пружина, на фаски наносится крупноабразивная притирочная паста, и начинается сам процесс. Обработка продолжается до тех пор, пока не будут удалены все дефекты. После этого наносится мелкоабразивная паста, и обработка продолжается, пока притираемые поверхности не приобретут равномерный матовый цвет.
На видео представлена притирка клапанов ВАЗ-2109.
Как проверить качество работы
Сигналом к завершению служит появление ровного пояска шириной около полутора миллиметров. После этого необходимо проверить, насколько хорошо притерты клапана. Для этого нужно смыть остатки пасты и нанести масло, после чего еще некоторое время выполнить притирку. При этом станут видны не удаленные раковины и царапины, если таковые остались. Если же их нет – работу можно считать оконченной.
Следует отметить, что во время работы двигателя, клапана пройдут процесс приработки уже без стороннего вмешательства, поэтому не стоит тратить время, чтобы довески качество притирки до идеала.
Если проверить притирку керосином, горючая жидкость может немного просачиваться из-под закрытого клапана, однако после того, как двигатель поработает несколько дней, герметичность значительно улучшится.
Такая операция, как притирка клапанов входит в перечень работ по капитальному ремонту двигателя. Направлена она на обеспечение как можно плотной посадки тарелки клапана к седлу, тем самым по максимуму снижая возможность пропускания топлива в цилиндры или прорыв выхлопных газов.
После длительной эксплуатации автомобиля на поверхностях фаски клапана и седла оседает нагар, появляются микрораковины, задиры.
В итоге пятно контакта между поверхностями уменьшается, клапан неплотно прилегает к седлу, из-за чего он начинает пропускать и у двигателя снижается компрессия.
Для удаления нагара, раковин, задиров и применяется притирка клапанов, вследствие чего восстанавливается пятно контакта между клапаном и седлом.
Помимо выполнения данной операции в рамках капитального ремонта притирку клапанов проводят еще в ряде случаев.
Так, данные работы проводят:
- При подгорании клапана или седла;
- При прогорании тарелки клапана;
- При замене их в случае повреждения, в общем, всегда, когда возникли проблемы с данными элементами.
Требуемый инструмент для притирки клапанов
Работы по притирке клапанов не особо сложные, но выполнение их занимает длительное время, особенно, если делать это своими руками.
На автомобиле выполнить их невозможно, придется частично разбирать силовую установку, а именно снимать головку блока цилиндров.
Поэтому при решении произвести притирку клапанов сразу следует позаботиться о наличии новой прокладки ГБЦ.
Из инструментов для выполнения этой операции понадобится:
- Набор ключей и головок;
- Приспособление для разсухаривания клапанов;
- Приспособление для выполнения притирки;
- Пасты для притирки;
- Ветоши;
- Керосин.
Приспособления для выполнения работ, пасты для притирки
Пройдемся по приспособлениям для клапанов.
Для вытаскивания сухарей, которыми удерживается головка клапана в посадочной тарелке, есть специальные приспособления.
Конструкций их много, описывать все не будем. Отметим только, что все они действуют по одному принципу.
Этим приспособлением пружины клапана сжимаются, тарелка крепления клапана опускается вниз, высвобождая сухари, и они извлекаются.
Но можно поступить и простым методом. Потребуется отрезок трубки, по диаметру чуть меньше тарелки крепления.
Эту трубку наставляют на тарелку резко по ней бьют молотком. Из-за удара пружины сжимаются, тарелка проседает и сухари выскакивают.
При этом лучше отверстие с той стороны, по которой будет наноситься удар, чем-нибудь закрыть, чтобы через него не вылетели сухари.
Теперь о приспособлении для притирки.
Его можно приобрести, обычно такое приспособление состоит из гаечного зажима, штанги и воротка.
Но можно сделать его и самому. Для этого понадобится стержень диаметром, равным диаметру клапана. К нему приваривается вороток так, чтобы получилась Т-образная конструкция.
С другой от воротка стороны на стержень одевается отрезок резиновой трубки.
1 – металлический стержень диаметром 5 – 8 мм, в зависимости от диаметра стержня клапана, 2 – резиновая трубка, 3 – зажимные хомуты.
Внутренний диаметр трубки нужно выбирать такой, чтобы она плотно садилась на стержень.
Понадобится также еще один хомут, им будет зажиматься край резиновой трубки, который будет одеваться на стержень клапана.
Для притирки клапанов своими руками одних приспособлений мало, так как данная операция производится с применением специальных паст.
Найти их несложно, можно приобрести как дешевые притирочные пасты, так и весьма дорогие.
Для притирки лучше приобретать комплекты, состоящие из двух паст или же просто две пасты – для первичной черновой обработки и для вторичной чистовой.
Возможно также понадобиться применение шарошки. Она представляет собой конусную головку для дрели с вставленными в нее резцами по металлу.
Используют ее для того, чтобы обработать поврежденную поверхность седла.
Процесс притирки клапанов
Вначале снимаем с двигателя головку. Далее с головки снимается распредвал, регулировочные шайбы или гидрокомпенсаторы.
Следующим этапом является разсухаривание клапанов. Для этого применяют либо приспособление, либо же они выбиваются проставкой.
После этого снимаются крепежные тарелки и пружины. Сам клапан извлекается из головки для оценки его состояния и состояния седла.
Если он не имеет следов подгорания и не изогнут его стержень, то менять его необязательно, он подойдет и для дальнейшего использования.
Седло тоже нужно осмотреть на наличие следов подгорания. Если следы подгорания седла имеются, его поверхность вначале обрабатывается шарошкой.
После удостоверения, что подгорания на поверхностях нет, начинают процесс притирки.
Для этого на фаску клапана наносится немного пасты для первичной обработки.
Далее он ставится на место, а на его стержень надевается приспособление для притирки. Если оно самодельное, то резиновую трубку на стержне нужно зажать хомутом.
Затем приспособлением клапан поджимается к седлу и начинается притирка.
Для этого за вороток клапан проворачивается на 180 град., после проворачивается в обратную сторону. Такими движениями и производиться притирка.
На обработку поверхности одним типом пасты уходит примерно 5-7 мин. времени.
Периодически положение клапана меняется. То есть, его нужно провернуть примерно на 90 град. от крайнего положения при притирке, после чего снова продолжается процесс с проворотом его на 180 град. и возвратом обратно.
Механизировать процесс путем использования дрели с насадкой на стержень клапана не желательно.
Дрели обычно имеют большие обороты, поэтому при притирке ею существует вероятность перегрева седла и фаски клапана.
В таком случае лучше подойдет шуруповерт. Но круговое движение, которое будет обеспечиваться дрелью или шуруповертом, при притирке не рекомендуется, данную операцию лучше производить путем полуоборота клапана с последующим проворотом в обратную сторону, то есть ручную притирку.
После притирки черновой пастой, поверхности тщательно очищаются ветошью, чтобы удалить остатки пасты.
Затем на фаску клапана наноситься паста для чистовой обработки и процесс притирки повторяется.
Успешным результатом проведенной притирки будет являться равномерный серый матовый цвет притираемых поверхностей без каких-либо следов раковин или царапин.
Так по одному притираются все клапаны как впускные, так и выпускные. Особой разницы в том, на каком двигателе автомобиля выполняется данная операция — нет.
Процесс притирки клапанов одинаков как для ВАЗ-2106, так и для ВАЗ-2109 и более поздних моделей.
Разницу в сложности работ у этих авто может составлять разве что процесс снятия ГБЦ, подготовка к притирке, ну и удобства доступа приспособлением к клапанам из-за несколько отличающихся форм головки блока цилиндров.
Проверка качества притирки
После притирки всех клапанов рекомендуется провести проверку плотности прилегания их к седлам.
Для этого сначала нужно все клапаны установить на место, установить пружины с крепежными тарелками и засухарить их.
Вот здесь уже без приспособления для разсухаривания не обойтись.
Далее головка устанавливается на ровную поверхность тарелками клапанов вверх.
В камеры сгорания наливается керосин, поскольку он обладает высокой текучестью. Уровень его замеряется и ГБЦ оставляется на сутки.
Если по прошествии времени уровень керосина не снизился или снизился очень незначительно – притирка выполнена хорошо и можно двигатель собирать.
Если же замечена утечка керосина, операция по притирке клапанов производится еще раз, но только тех, на которых отмечена утечка.
Как обычно, для закрепление нашего материала мы предлагаем вам посмотреть видео о ток, как притереть клапана своими руками подручными средствами.

Всем ПрЫвет! Ну вот и закончился мой сегодняшний садо мазохизм с притиркой 17 клапанов. Всего ушло 8 ЧАСОВ с перекурами и перерывами для восстановления нервной системы…))) Первую половину клапанов притирал за 2-3 нанесения притирочной пасты на каждый клапан, но потом познал ДЗЕН и научился за одно нанесения добивать нормального результата…
Итак, как притирать за за один проход! Наносим пасту на притирочную поверхность клапана, вставляем его в ГБЦ и прокручиваем на все 360 градусов.

Далее по 90 градусов движением по и против часов стрелки притираем, и КАЖДЫЙ РАЗ при начале притирки следующего сектора, чуть вытаскиваем клапан, а потом назад к притиранию. При этом зерно пасты чуть меняет своё положение и слой снимаемого метала увеличивается. То есть производим «черновую» притирку в течении 2-5 минут… Дальше приступаем к «чистовой» притирке клапана и поднимать его не стоит, как и пытаться прижимать! Потом обе притираемые поверхности тщательно очищаем от пасты с помощью мягкой туалетной бумаги и осматриваем. Точки, царапины и другие дефекты должны отсутствовать! У меня по началу все же оставались микро царапинки и точки, по идеи и так можно было оставить, но это не наш путь садо мазо удовольствия))). Приходилось опять наносить пасту и начинать всё сначала с тем же клапаном.


Самое интересное было с последним клапаном, который я притёр, и так как денег на маслосъёмные колпачки пока нет, нанёс немного масла на притёртые поверхности, чтоб не ржавели, а потом понял что этот клапан надо было заменить на новый)))! Мат, 2 сигареты и давай стирать масло и остатки рук в кровь…)))
Но в итоге все 16 клапанов притёрты в идеал, и даже шероховатость поверхностей стала идеальной! Во всяком случае от этой пасты не ожидал такого, но получилось просто СУПЕР!


Честно говоря ждал большего от этих «присосок». Выпускные клапана меньше по диаметру, чем впускные и их пришлось притирать маленькой «присоской» и она откровенно не очень! Слетает постоянно, проскальзывает и т.д., хоть и клапана вычищал и обезжиривал, но приходилось притирать буквально 2 пальцами, от чего после 2 клапанов они приняли форму сией приблуды… Большая «присоска» по лучше, но что бы добывать «огонь» деревяшкой между ладонями, тоже не особо получается, а при «чистовой» притирке это как бы надо… Но в общем с матом, пачкой сигарет и хорошим «немецким» познавательным фильмом — можно притирать, но всё же не советую для 16 клапанных моторов…
Пойду укладывать правую руку сильного и не зависимого мужчины — спать, а то чую с утра будет болеть не по детски, как и ладонь от этих деревянных палочек…
Всем удачи и с наступающим праздником победы!
120 фото как просто и быстро притереть клапаны
Большинство автовладельцев считают, что лучше чинить автомобили собственными руками. Во время ремонтных работ, производятся абсолютно разные действия, включая и притирку клапанов. Этому действию должно уделяться особое внимание, ведь от правильно притертых клапанов напрямую зависит качество работы автомобиля.

Содержимое обзора:
Для чего притирают клапаны?
Перед получением ответа на вопрос, как притереть клапана в домашних условиях, нужно ознакомиться с тем, для чего необходима эта процедура.

Итак, во время функционирования автомобиля на седлах и тарелках детали, формируется нагар. Он не даёт возможность клапанам нормально закрываться, а для качественного функционирования мотора, этот процесс достаточно важен.

Ведь после втягивания топливно-воздушной смеси в камеру сгорания, она сжимается поршнем и поднимается в максимально высокую точку.

Как итог, от того, насколько хорошо сжаты клапаны, зависит эффективность и экономность работы мотора.

Как понять, что пришло время притирать клапаны
Как правило, описываемые детали притираются после выполнения ремонта мотора или же после замены колец поршня.
Необходимость осуществления этого действия проверяют на предварительно снятой головке блока цилиндра. Её размещают на ровной поверхности таким образом, чтобы тарелка смотрела вверх.

После этого, в камеры сгорания наливается керосин, при его отсутствии можно воспользоваться и бензином. Отмечают уровень и оставляют деталь в этом виде на срок равный 12 часам.

Если за указанный промежуток времени жидкость не изменила своего уровня, то всё в норме, если она отсутствует – требуется притирка.

Для определения пропускающего клапана можно проанализировать детали на присутствие влажности в коллекторах.

Притирка клапанов — KeyProd
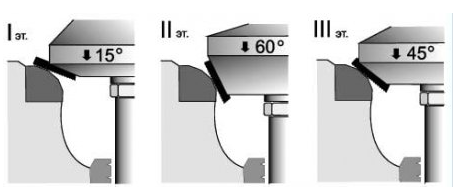
Притирка — точная доводочная операция, вследствие которой получаются герметичные соединения. Металл сопрягаемых поверхностей снимается мелкозернистыми абразивными порошками или пастами, которые наносятся непосредственно на притираемые поверхности. Клапаны притирают после ручного фрезерования седел. В случае, когда фаски седел и клапанов отшлифованы, притирать клапаны не нужно — это только ухудшит геометрию контакта деталей. Если фрезерование седла выполнено качественно, то и в этом случае притирка может не потребоваться или займет всего несколько минут.
Абразивные материалы различают по зернистости, т.е. по размерам зерен. Последние, в зависимости от размеров, делят на следующие группы (в порядке уменьшения размеров зерна): шлифовальные зерна, шлифовальные порошки и микропорошки.
Для притирки клапанов используются только микропорошки, указанные в табл. 1
Таблица 1. Микропорошки
| Обозначение зернистости | Размеры зерен, мкм |
| М40 | 28…40 |
| М28 | 28…20 |
| М20 | 20…14 |
| М14 | 14…10 |
| М10 | 10…7 |
| М7 | 7…5 |
| М5 | 5…3 |
В зависимости от состояния притираемых поверхностей чаще применяют микропорошки от М14 (зерна 10…14 мкм) до М40 (зерна 28…40 мкм). Микропорошок М14 смешивают с моторным маслом, а М40 — с трансмиссионным. Полученные пасты наносят на фаску тарелки клапана. Стержень клапана смазывают чистым моторным маслом. Обычно притирка клапана длится не более 1…2 мин.
Притирать клапаны следует очень аккуратно, не снимая с рабочих фасок клапанов и седел слишком много металла, так как это уменьшает число возможных ремонтных воздействий на седла и клапаны и тем самым сокращает общую продолжительность их службы. При особо тщательной притирке меняют не только микропорошок, но и уменьшают его содержание в притирочной пасте, а с момента, когда притираемые поверхности примут ровный серый цвет, притирку ведут на чистом масле.


Рекомендуют заканчивать притирку и пастой ГОИ, смешанной с керосином. При этом на клапане появится блестящая полоска. Пасты ГОИ также различаются по зернистости. Грубые пасты ГОИ имеют светло-зеленый, средние — темно-зеленый и тонкие — зеленовато-черный цвет. Тонкие пасты ГОИ считаются лучшим абразивным материалом для окончательной притирки.
Чем более мелкозернистый абразивный материал, тем притирка будет более качественной, хотя и более длительной.
Клапаны притирают одновременно на специальном станке, при помощи электродрели или вручную.
Наиболее «древний» способ притирки — коловоротом с присоской. Под клапан лучше поставить слабую пружину, которая сможет поднять его. При отсутствии присоски на тарелку клапана битумом приклеивают текстолитовый кружок с прорезью в середине. Клапан поворачивают в одну и другую сторону, уменьшая давление в конце каждого поворота так,


чтобы пружина смогла приподнять клапан. Подъем и опускание клапана на седло позволяют возвращать к фаске седла пасту, вытесненную во время притирки. Угол поворота клапана должен быть в пределах 45…90°, причем при каждом повороте в одну сторону смещают сектор поворота. Таким образом клапан через некоторое время сделает полный оборот. Ни в коем случае не рекомендуется клапан проворачивать вкруговую, так как в этом случае возможно появление кольцевых рисок и герметичности не будет. Описанный способ притирки применялся чаще, когда в тарелках клапанов предусматривались шлицы (пазы). В настоящее время практически у всех автомобилей тарелки клапанов шлицев не имеют и притирка осуществляется при помощи специальных приспособлений с захватом клапана за конец стержня. При этом клапан для контакта с седлом поднимается вверх (в случае с коловоротом он опускался).
Приспособления с захватом клапана за конец стержня показаны на рис. 10…12. Наиболее удобным является цанговое приспособление (см. рис. 10). Такие приспособления выпускаются со сменными цангами под клапаны со стержнями различных диаметров.
Более простое, но менее удобное приспособление показано на рис. 11. Если затягивание цанги приспособления на рис. 10 производят гайкой с верхним шестигранником, то здесь затягивают винты, расположенные внизу. А в случаях с цилиндрическими толкателями винты оказываются в их колодцах.
В приспособлении, показанном на рис. 12, затягивать что-либо не требуется. Стержень клапана зажимается за канавку на его конце, что довольно удобно, но в целом приспособление получается сложным.
Приспособления, изображенные на рис. 10…12, предназначены для клапанов с диаметрами стержней 8 мм. Клапаны с такими стержнями имеют наибольшее распространение (табл. 2). Для изготовления приспособлений для притирки клапанов со стержнями 7 и 9 мм достаточно у деталей 1 (см. рис. 10) и 2 (см. рис. 11,12) изменить диаметр 8+0Д мм на 7+°.i или 9+о,1 мм соответственно.
Приспособление для притирки клапанов при помощи дрели (рис. 13) представляет собой кривошипно-кулисный механизм.
Порядок сборки приспособления приведен ниже, а характер соединения его деталей — в табл. 3.


Порядок сборки приспособления на рис. 13.
1. Штифты 10 и 12 запрессовывают соответственно в детали 9 и 11.
2. Собирают детали 1 и 2, на деталь 1 напрессовывают деталь 11 со штифтом 12. Деталь 1 должна свободно вращаться в детали 2.
3. Аналогично (см. п. 2) собирают детали 7, 8 и 9.
4. В деталь 8 запрессовывают штифт 3, устанавливают детали 6, 4, 5 и деталь 2 в сборе с деталями 1, 11, 12.
5. Внутрь механизма закладывают смазку.
6. Детали 2 и 8 в сборе стягивают болтами М8-30.
Вращательное движение от электродрели передается на валик 1, диск 11 с кривошипом (штифтом) 12 и преобразуется в качательное движение кулисы 4, которое, в свою очередь, преобразуется в требуемое качательное движение рычага 9.
Рычаг 9 соединен с валиком 7, который и обеспечивает движение притирки. Соединение валика 7 с клапаном осуществляется при помощи присоски.
Притирка клапана происходит следующим образом. Одной рукой держим дрель, а другой держимся за корпус 5. Прижимать клапан не требуется, достаточно веса дрели. Приспособление при работе постепенно поворачиваем, перенося зону притирки. Внешним признаком конца притирки, как отмечалось, является получение ровной непрерывной матовой или блестящей полосы шириной 1…2 мм на рабочих поверхностях клапана и его седла.
После притирки тщательно промывают клапаны и седла, чтобы паста не попала на рабочие поверхности стержня клапана и втулки, в противном случае произойдет интенсивный износ последних.
Герметичность притертых клапанов проверяют различными способами. Часто советуют делать это при помощи керосина, налитого в камеру сгорания. Если клапаны, собранные с пружинами, в течение 3…6 мин не пропускают керосин, считается, что притирка выполнена нормально. В случае пропуска керосина притирку повторяют.
Поступают и иначе: керосин заливают в небольшом количестве с другой стороны — во впускные и выпускные каналы. Примерно через минуту керосин сливают. На стыке седла с клапаном не должно быть капель, допускается лишь узкая смоченная полоска. Как показала практика, стремиться к полной герметичности клапанов не обязательно. При работе двигателя клапаны сами прирабатываются к седлам.
Менее трудоемкая проверка герметичности клапанов «на карандаш». Мягким карандашом наносят на фаску клапана 6…8 радиальных линий. Установив клапан, нажимают на его тарелку и немного поворачивают в обе стороны. Если притирка нормальная, линии будут стерты.
Метки: клапана, Притирка